
Сборка дифференциала
Устанавливают шестерни полуосей с опорными шайбами и сателлиты в коробку дифференциала. Повертывают сателлиты и шестерни полуосей так, чтобы совместить ось вращения сателлитов с осью вращения в коробке, затем вставляют ось сателлитов.
Проверяют осевой люфт каждой шестерни полуоси. Он должен быть не более 0,10 мм. При увеличенном зазоре, являющемся признаком чрезмерного износа шестерен, заменяют опорные шайбы подходящей толщины. Если указанный зазор не удается получить даже при установке шайб наибольшей толщины, шестерни заменяют новыми.
Устанавливают ведомую шестерню и оправкой А.70152 напрессовывают на коробку дифференциала внутренние кольца подшипников. Оправка выполнена из трубы, наружный диаметр которой 43 мм, а внутренний 35,2 мм.
Установка и регулировка ведущей шестерни
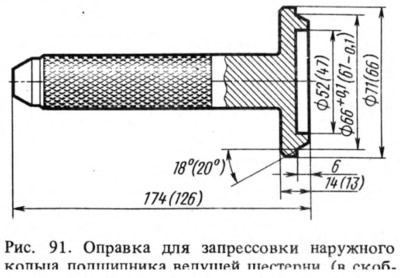
Закрепив картер редуктора на стенде, запрессовывают в гнезда картера наружные кольца переднего и заднего подшипников ведущей шестерни, пользуясь для этого оправками. А.70185 для переднего подшипника и А.70171 для заднего (рис. 91).
На оправке А.70184 (7 — рис. 92), имитирующей ведущую шестерню, устанавливают внутреннее кольцо заднего подшипника и вставляют оправку в горловину картера редуктора. Устанавливают внутреннее кольцо переднего подшипника, фланец ведущей шестерни и, проворачивая оправку для правильной установки подшипников, затягивают гайку (момент затяжки 0,8—1 кгс·м).
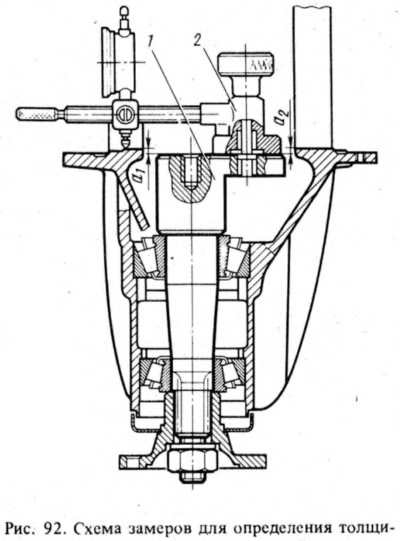
Закрепляют приспособление (А.95690) на торце оправки 1 и настраивают индикатор, имеющий деление 0,01 мм на ноль, установив его ножку на тот же торец оправки А.70184. Затем передвигают индикатор так, чтобы его ножка встала на посадочную поверхность подшипника коробки дифференциала. Поворачивая налево и направо оправку с индикатором, устанавливают ее в такое положение, в котором стрелка индикатора отмечает минимальное значение a1, и записывают его. Затем повторяют эту операцию на посадочной поверхности второго подшипника и определяют значение а2.
После этого определяют толщину S регулировочного кольца ведущей шестерни, которая является алгебраической разностью величин a и b, т. е. где а = (а1 + а2)/2; b — отклонение ведущей шестерни от номинального положения, мм. Величину отклонения маркируют на ведущей шестерне в сотых долях миллиметра со знаком "+" или "—".
При определении толщины регулировочного кольца следует учитывать знак величины b и единицу ее измерения.
Пример. Допустим, что значение а установленное с помощью индикатора, равно 2,91 мм (а всегда положительно), а на ведущей шестерне после порядкового номера стоит число минус 14. Чтобы получить b в миллиметрах, следует умножить это число на 0,01, т. е. b = -14·0,01 мм = -0,14 мм.
Определяем толщину регулировочного кольца для ведущей шестерни в миллиметрах:
S = a — b = 2,91 — (-0,14) = 2,91 + 0,14 = 3,05 мм.
В данном случае необходимо ставить регулировочное кольцо толщиной 3,05 мм.
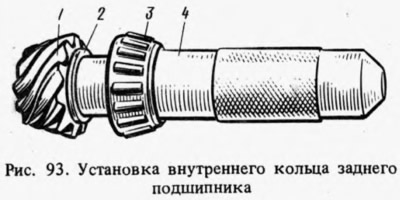
Надевают на ведущую шестерню 1 (рис. 93) регулировочное кольцо 2 требуемой толщины и напрессовывают оправкой 4 (А.70152) внутреннее кольцо 3 заднего подшипника, снятое с оправки А.70184. Надевают распорную втулку.
При ремонте редуктора необходимо устанавливать новую распорную втулку, если были заменены картер редуктора, ведущая шестерня главной передачи или подшипники ведущей шестерни. Если указанные детали остались прежними, то распорную втулку можно использовать повторно.
Вставляют ведущую шестерню в картер редуктора и устанавливают на нее внутреннее кольцо переднего подшипника, грязеотражатель, сальник, фланец ведущей шестерни и шайбу. Навертывают на конец ведущей шестерни гайку и, застопорив фланец ведущей шестерни, затягивают ее (момент затяжки 12—26 кгс·м).
Затягивание подшипников ведущей шестерни
Для ограничения осевых смещений ведущей шестерни под рабочими нагрузками очень важно создать в ее подшипниках предварительный натяг в заданных пределах. Натяг контролируется динамометром 02.7812.9501, позволяющим замерить момент сопротивления проворачиванию шестерни. Этим моментом определяется степень затягивания подшипников. Он должен быть 16—20 кгс·см для новых подшипников и 4—6 кгс·см для подшипников после пробега 30 км и более. Гайку фланца следует затягивать моментом 12—26 кгс·м, периодически проверяя момент сопротивления подшипников проворачиванию ведущей шестерни.
Для проверки момента сопротивления надевают динамометр 1 (рис. 94) на переходную втулку 2 и рукояткой делают несколько оборотов по ходу часовой стрелки. Во время проворачивания ведущей шестерни подвижной указатель динамометра не должен переходить за ограничитель и должен показывать не менее 16 кгс·см. Если момент сопротивления проворачиванию меньше 16 кгс·см (4 кгс·см для подшипников после пробега 30 км), то необходимо подтянуть гайку фланца ведущей шестерни (не превышая заданный момент затягивания) и проверить вновь момент сопротивления проворачиванию ведущей шестерни. Если момент сопротивления проворачиванию оказался более 20 кгс·см (6 кгс·см для приработанных подшипников), это указывает на завышенный предварительный натяг подшипников. В этом случае необходимо заменить распорную втулку, поскольку она от чрезмерной нагрузки деформировалась до размера, не позволяющего провести регулировку правильно. После замены распорной втулки повторяют сборку с соответствующими регулировками и проверками.

Установка коробки дифференциала
Устанавливают в картер редуктора предварительно собранную коробку вместе с дифференциалом, затягивают регулировочные гайки 1 (рис. 95), чтобы они соприкасались с кольцами подшипников, и крышки подшипников. Затягивают болты крепления.
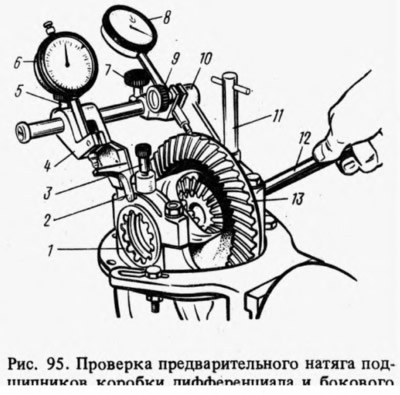
Предварительный натяг подшипников коробки дифференциала и регулировку бокового зазора в зацеплении шестерен главной передачи выполняют одновременно при помощи приспособления A.95688/R и ключа 12 (А.55085). Для этого на картере редуктора закрепляют приспособление винтами 11 и 3, ввернув их в отверстия под болты крепления стопорных пластин регулировочных гаек. По направляющей приспособления смещают кронштейн 4 индикатора до соприкосновения рычага 2 с наружной боковой поверхностью крышки и затягивают винт 5. Ослабляют винты 7 и 9 и устанавливают кронштейн 10 так, чтобы ножка индикатора 8 опиралась на боковую поверхность зуба ведомой шестерни у края зуба. Затем затягивают винты 7 и 9.
Поворачивая регулировочные гайки, предварительно регулируют боковой зазор между зубьями шестерен в пределах 0,08—0,13 мм по индикатору 8 при покачивании ведомой шестерни 13. При этом подшипники не должны иметь предварительного натяга. Регулировочные гайки должны находиться только в соприкосновении с подшипниками. В противном случае нарушается правильность измерения предварительного натяга.
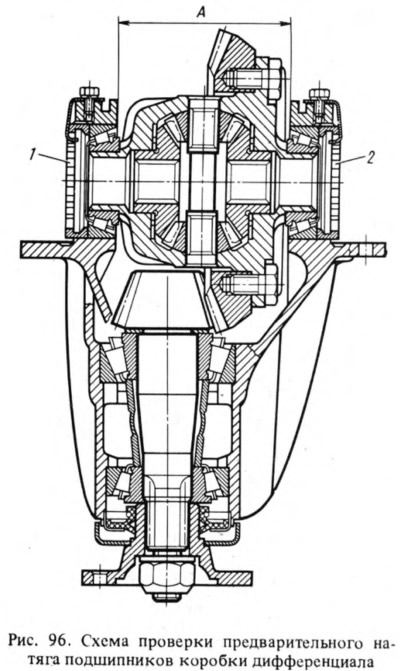
Последовательно и равномерно затягивают две регулировочные гайки 1 и 2 (рис. 96) подшипников. При этом крышки подшипников дифференциала расходятся и увеличивается расстояние Это расхождение отмечает индикатор 6 (см. рис. 95), на ножку которого действует рычаг 2. Гайки для регулировки подшипников коробки дифференциала затягивают до увеличения расстояния А (см. рис. 96) на 0,14—0,18 мм.
Установив точный предварительный натяг подшипников коробки дифференциала, окончательно проверяют боковой зазор в зацеплении шестерен главной передачи, который не должен измениться. Если зазор в зацеплении шестерен больше 0,08—0,13 мм, то приближают ведомую шестерню к ведущей. Если зазор меньше, то отодвигают. Чтобы сохранить установленный предварительный натяг подшипников, ведомую шестерню перемещают, подтягивая одну из регулировочных гаек подшипников и ослабляя другую на тот же самый угол.
Для точного выполнения этой операции необходимо следить за индикатором 6 (см. рис. 95), который показывает величину ранее установленного предварительного натяга подшипников. После затягивания одной из гаек показание индикатора изменится, так как увеличивается расстояние А (см. рис. 96) и предварительный натяг подшипников. Поэтому другую гайку ослабляют до тех пор, пока стрелка индикатора не вернется в первоначальное положение.
После перемещения ведомой шестерни, но индикатору 8 (см. рис. 95) проверяют боковой зазор. Если зазор не соответствует норме, повторяют регулировку.
После регулировки снимают приспособление A.95688/R, устанавливают стопорные пластины регулировочных гаек и закрепляют их болтами с пружинными шайбами. В запасные части поставляются стопорные пластины двух типов: с одной и двумя лапками. Та или другая пластины устанавливаются в зависимости от положения прорези гайки.
Проверка контакта рабочей поверхности зубьев шестерен
Для проверки качества зацепления:
- устанавливают отрегулированный редуктор на стенд и смазывают рабочие поверхности зубьев ведомой шестерни тонким слоем свинцовой окиси;
- пускают стенд и рычагами стенда притормаживают вращение полуосей, чтобы под нагрузкой на поверхностях зубьев ведомой шестерни остались следы контакта с зубьями ведущей шестерни;
- изменяют направление вращения и, притормаживая, получают следы контакта на другой стороне зубьев ведомой шестерни, что соответствует движению автомобиля назад.
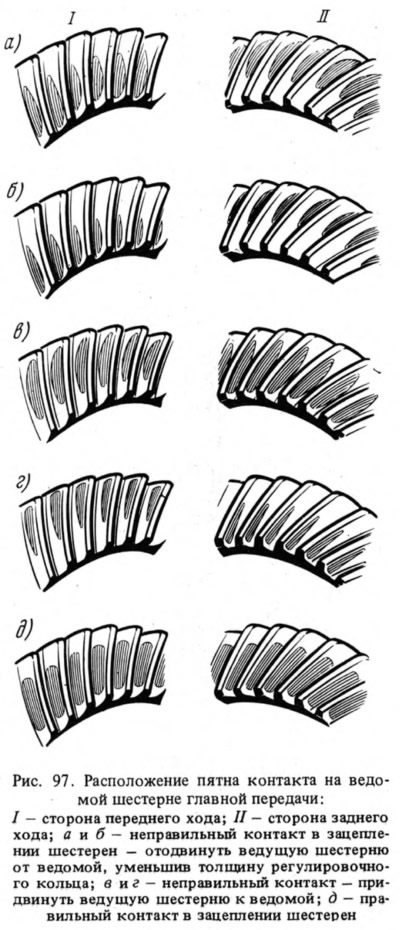
Зацепление считается нормальным, если на обеих сторонах зубьев ведомой шестерни пятно контакта будет равномерно расположено ближе к узкому торцу зуба, занимая 2/3 его длины и не выходя на вершину и основание зуба, как указано на рис. 97, д.
Для регулировки правильного положения ведущей шестерни с заменой кольца необходима разборка узла. При сборке необходимо повторить все операции по предварительному натягу подшипников ведущей шестерни, по проверке момента сопротивления проворачиванию, по предварительному натягу подшипников коробки дифференциала и по регулировке бокового зазора шестерен главной передачи.