Валик привода вспомогательных агрегатов не должен иметь повреждений опорных шеек, а шестерня валика — визуально заметного износа и выкрошивания зубьев. Валик отбракуйте и при износе опорных шеек: передней до диаметра 48,01 мм, задней до диаметра 21,94 мм.
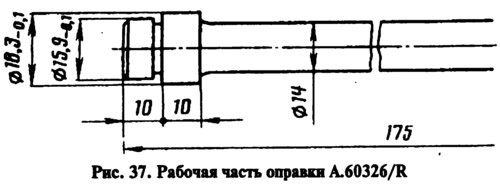
Не допускается ослабление запрессовки и овальность втулки шестерни привода масляного насоса и распределителя зажигания. Внутренняя поверхность втулки должна быть без задиров. Для запрессовки и выпрессовки используют оправку 1 (рис. 37) A.60326/R. После запрессовки втулку разверните до диаметра 16,016—16,037 мм.