
- специальный шаблон или широкая слесарная линейка;
- набор плоских щупов.
Последовательность выполнения
1. Снимаем головку блока цилиндров (см. "Головка блока цилиндров - снятие и установка").
2. Очищаем головку блока от грязи и нагара, отмываем ее от масляных отложений, металлической щеткой удаляем нагар со стенок камер сгорания.
3. Внимательно осматриваем головку блока цилиндров. На ней не должно быть трещин. На рабочих поверхностях опор распределительных валов и стенках посадочных отверстий толкателей не должно быть задиров и следов наволакивания металла. Направляющие и седла клапанов должны плотно сидеть в теле головки, без следов их смещения при работе ГРМ. Клапаны и их седла не должны иметь трещин и следов прогорания.
4. Проверяем плоскостность головки. Работу проводим в два этапа. Для этого необходим специальный шаблон, но если его нет, то проверить нижнюю привал очную плоскость головки с достаточной степенью точности можно и при помощи широкой слесарной линейки. Прикладываем линейку по диагонали, ребром к плоскости головки. Убеждаемся в отсутствии зазора между ребром линейки и плоскостью головки. Зазор может наблюдаться как в средней части плоскости, так и по ее краям. Замер зазора проводим по обеим диагоналям набором плоских щупов.
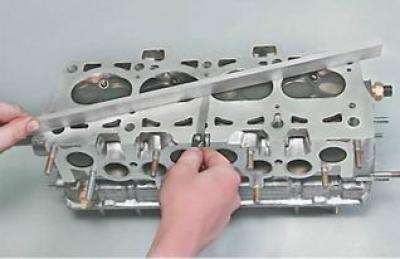
Максимально допустимый зазор - 0,1 мм.
Рекомендация: Если зазор больше допустимого, головка подлежит фрезерованию привалочной плоскости или замене.
5. Проверяем герметичность головки блока. Для этого на торцевой поверхности головки заглушаем окно подачи охлаждающей жидкости к термостату (можно установить патрубок термостата, подложив под нее прокладку, вырезанную из листовой резины). Переворачиваем головку и заполняем ее внутренние полости для охлаждающей жидкости керосином.

6. Убеждаемся в отсутствии утечки керосина из головки блока.
Рекомендация: В случае обнаружения утечки, а также при обнаружении раковин на привалочной плоскости, можно попытаться отремонтировать головку блока с помощью холодной сварки или заменить ее.