
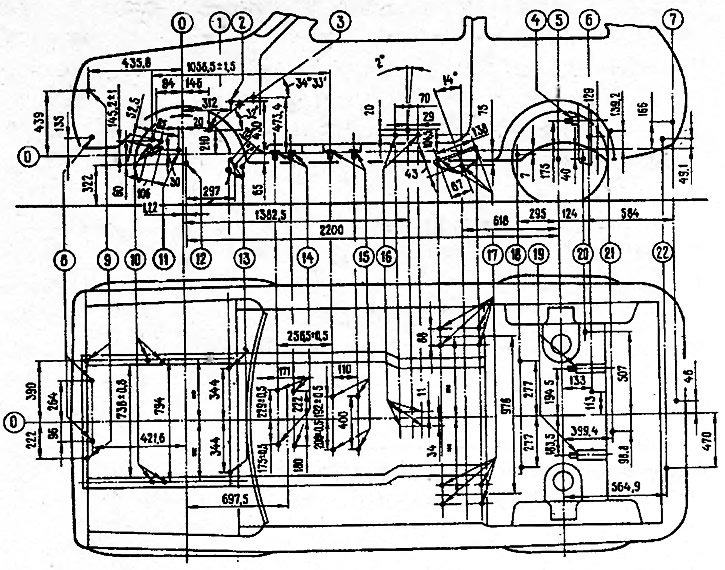
Рис. 8-4. Точки крепления узлов шасси: 0 - базовые линии; 1 - центр рулевого механизма; 2 - ось педалей тормоза и сцепления; 3 - ось вала рулевого колеса; 4 - крепление амортизаторов задней подвески; 5 - ось задних колес; 6 - крепление передней трубы основного глушителя; 7 - заднее крепление основного глушителя; 8 - нижнее крепление радиатора; 9 - верхнее крепление радиатора; 10 - крепление поперечины передней подвески; 11 - центр дифференциала; 12 - центр колеса; 13 - крепление стабилизатора поперечной устойчивости; 14 - крепление задней подвески силового агрегата; 15 - крепление раздаточной коробки; 16 - крепление ручного тормоза, 17 - переднее крепление продольных штанг задней подвески; 18 - заднее крепление продольных штанг; 19 - крепление амортизаторов задней подвески; 20 - крепление поперечной штанги задней подвески; 21 - переднее крепление основного глушителя; 22 - крепление выпускной трубы основного глушителя
Оборудование, на котором контролируются базовые точки, применяется и при ремонте в сочетании с приспособлениями для правки кузова.
Деформированные поверхности ремонтируют механическим или термическим воздействием на металл, а также заполнением вмятин быстрозатвердевающими пластиками или припоем.
Помятые места оперения выплавляют, как правило, вручную при помощи специального инструмента (металлических, пластмассовых, деревянных молотков и различных оправок) и приспособлений.
Правку с нагревом используют для осаживания (стягивания) сильно растянутых поверхностей панелей. Для предотвращения резкого вспучивания и ухудшения механических свойств панели нагревают до 600-650°С (вишнево-красный цвет).
Диаметр нагретого пятна должен быть не более 20-30 мм.
Стягивание поверхности производите следующим образом.
- газовой горелкой, от периферии к центру дефектного участка нагревайте металл и ударами деревянной киянки и молотка осаживайте нагретые места, используя плоскую поддержку или наковальню;
- повторяйте операции нагрева и осаживания до получения ровной поверхности панели.
Неровности в панелях можно выравнивать при помощи полиэфирных шпатлевок, термопластика, эпоксидных мастик холодного отвердения и при помощи припоя.
Полиэфирные шпатлевки образуют надежные соединения с панелями, зачищенными до металла. Они представляют собой двухкомпонентные материалы: ненасыщенную полиэфирную смолу и отвердитель, который является катализатором для быстрого отвердения смеси независимо от толщины слоя шпатлевки. Время сушки при температуре 20°С 15-20 мин, поэтому нет необходимости наносить ее в несколько слоев, что сокращает продолжительность нанесения шпатлевки.
Пораженные коррозией участки панелей кузова могут ремонтироваться эпоксидными мастиками холодного отвердения, которые обладают высокой адгезией, достаточной прочностью и легко наносятся на поврежденные участки.
В состав мастик входят отвердители, пластификаторы (для повышения пластичности смолы и ударной прочности отвердевшего эпоксидного состава), наполнители (для понижения усадки смолы и сближения коэффициентов термического расширения смолы и металла).
Припои ПОССу18-2, ПОССу25-2 применяются для выравнивания участков, ранее заполненных припоем, наращивания кромок деталей и для устранения зазора. Для предотвращения коррозии лучше применять без-кислотный способ нанесения припоя.
При значительных повреждениях панели заменяют новыми с использованием контактной сварки и электросварки в среде защитных газов.