
Зборка дыферэнцыяла
Усталёўваюць шасцярні паўвосяў з апорнымі шайбамі і сатэліты ў скрынку дыферэнцыяла. Паварочваюць сатэліты і шасцярні паўвосяў так, каб сумясціць вось кручэння сатэлітаў з воссю кручэння ў скрынцы, затым устаўляюць вось сатэлітаў.
Правяраюць восевы люфт кожнай шасцярні паўвосі. Ён павінен быць не больш за 0,10 мм. Пры павялічаным зазоры, які з'яўляецца прыкметай празмернага зносу шасцерняў, замяняюць апорныя шайбы прыдатнай таўшчыні. Калі паказаны зазор не атрымоўваецца атрымаць нават пры ўсталёўцы шайбаў найбольшай таўшчыні, шасцярні замяняюць новымі.
Усталёўваюць вядзёную шасцярню і апраўкай А.70152 напрасоўваюць на скрынку дыферэнцыяла ўнутраныя кольцы падшыпнікаў. Апраўка выканана з трубы, вонкавы дыяметр якой 43 мм, а ўнутраны 35,2 мм.
Усталяванне і рэгуляванне вядучай шасцярні
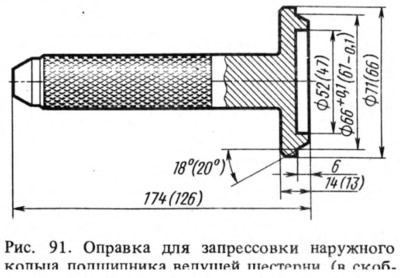
Замацаваўшы картэр рэдуктара на стэндзе, запрасоўваюць у гнёзды картэра вонкавыя кольцы пярэдняга і задняга падшыпнікаў вядучай шасцярні, карыстаючыся для гэтага апраўкамі. А.70185 для пярэдняга падшыпніка і А.70171 для задняга (мал. 91).
На апраўцы А.70184 (7 - мал. 92), якая імітуе вядучую шасцярню, усталёўваюць унутранае кольца задняга падшыпніка і ўстаўляюць апраўку ў гарлавіну картэра рэдуктара. Усталёўваюць унутранае кольца пярэдняга падшыпніка, фланец вядучай шасцярні і, пракручваючы апраўку для правільнай усталёўкі падшыпнікаў, зацягваюць гайку (момант зацяжкі 0,8-1 кгс·м).
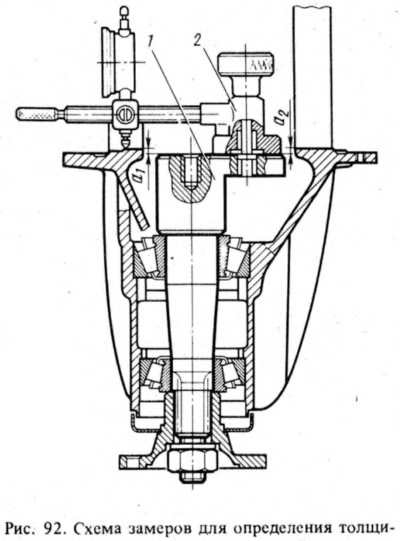
Замацоўваюць прынаду (А.95690) на тарцы апраўкі 1 і наладжваюць індыкатар, мелы дзяленне 0,01 мм на нуль, усталяваўшы яго ножку на той жа тарэц апраўкі А.70184. Затым перарухаюць індыкатар так, каб яго ножка ўстала на пасадачную паверхню падшыпніка скрынкі дыферэнцыяла. Паварочваючы налева і направа апраўку з індыкатарам, усталёўваюць яе ў такое становішча, у якім стрэлка індыкатара адзначае мінімальнае значэнне a1, і запісваюць яго. Затым паўтараюць гэтую аперацыю на пасадачнай паверхні другога падшыпніка і вызначаюць значэнне а2.
Пасля гэтага вызначаюць таўшчыню S рэгулявальнага кольца вядучай шасцярні, якая з'яўляецца алгебраічнай рознасцю велічынь a і b, т. е. дзе а = (а1 + а2)/2; b - адхіленне вядучай шасцярні ад намінальнага становішча, мм. Велічыню адхіленні маркіруюць на вядучай шасцярні ў сотых долях міліметра са знакам "+" або "-".
Пры вызначэнні таўшчыні рэгулявальнага кольца варта ўлічваць знак велічыні b і адзінку яе вымярэння.
Прыклад . Дапушчальны, што значэнне а ўсталяванае з дапамогай індыкатара, роўна 2,91 мм (а заўсёды дадатна), а на вядучай шасцярні пасля парадкавага нумара варта лік мінус 14. Каб атрымаць b у міліметрах, варта памножыць гэты лік на 0,01, т. е. b = -14 · 0,01 мм = -0,14 мм.
Вызначаем таўшчыню рэгулявальнага кольца для вядучай шасцярні ў міліметрах:
S = a — b = 2,91 — (-0,14) = 2,91 + 0,14 = 3,05 мм.
У дадзеным выпадку неабходна ставіць рэгулявальнае кольца таўшчынёй 3,05 мм.
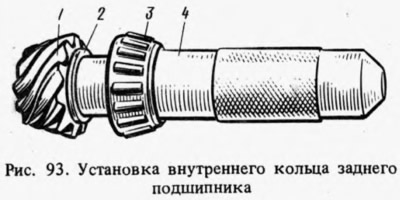
Апранаюць на вядучую шасцярню 1 (мал. 93) рэгулявальнае кольца 2 патрабаванай таўшчыні і напрессовывают апраўкай 4 (А.70152) унутранае кольца 3 задняга падшыпніка, знятае з апраўкі А.70184. Апранаюць распорную ўтулку.
Пры рамонце рэдуктара неабходна ўсталёўваць новую распорную ўтулку, калі былі заменены картэр рэдуктара, вядучая шасцярня галоўнай перадачы ці падшыпнікі вядучай шасцярні. Калі паказаныя дэталі засталіся ранейшымі, то распорную ўтулку можна выкарыстоўваць паўторна.
Устаўляюць вядучую шасцярню ў картэр рэдуктара і ўсталёўваюць на яе ўнутранае кольца пярэдняга падшыпніка, грязеотражатель, сальнік, фланец вядучай шасцярні і шайбу. Накручваюць на канец вядучай шасцярні гайку і, застопарыўшы фланец вядучай шасцярні, зацягваюць яе (момант зацяжкі 12-26 кгс·м).
Зацягванне падшыпнікаў вядучай шасцярні
Для абмежавання восевых зрушэнняў вядучай шасцярні пад працоўнымі нагрузкамі вельмі важна стварыць у яе падшыпніках папярэдні нацяг у зададзеных межах. Нацяг кантралюецца дынамометрам 02.7812.9501, якія дазваляюць замерыць момант супраціву пракручванню шасцярні. Гэтым момантам вызначаецца ступень зацягвання падшыпнікаў. Ён павінен быць 16-20 кгс · гл для новых падшыпнікаў і 4-6 кгс · гл для падшыпнікаў пасля прабегу 30 км і больш. Гайку фланца варта зацягваць момантам 12-26 кгс·м, перыядычна правяраючы момант супраціву падшыпнікаў пракручванню вядучай шасцярні.
Для праверкі моманту супраціву апранаюць дынамометр 1 (мал. 94) на пераходную ўтулку 2 і дзяржальняй робяць некалькі абарачэнняў па ходзе гадзіннікавай стрэлкі. Падчас пракручвання вядучай шасцярні рухомы паказальнік дынамометра не павінен пераходзіць за абмежавальнік і павінен паказваць не меней 16 кгс·гл. Калі момант супраціву пракручванню менш 16 кгс·гл (4 кгс·гл для падшыпнікаў пасля прабегу 30 км), тое неабходна падцягнуць гайку фланца вядучай шасцярні (не перавышаючы зададзены момант зацягвання) і праверыць ізноў момант супраціву пракручванню вядучай шасцярні. Калі момант супраціву пракручванню апынуўся больш 20 кгс·гл (6 кгс·см для прыпрацаваных падшыпнікаў), гэта паказвае на завышаны папярэдні нацяг падшыпнікаў. У гэтым выпадку неабходна замяніць распорную ўтулку, паколькі яна ад празмернай нагрузкі дэфармавалася да памеру, які не дазваляе правесці рэгуляванне правільна. Пасля замены распорнай утулкі паўтараюць зборку з адпаведнымі рэгуляваннямі і праверкамі.

Усталяванне каробкі дыферэнцыяла
Усталёўваюць у картэр рэдуктара папярэдне сабраную скрынку разам з дыферэнцыялам, зацягваюць рэгулявальныя гайкі 1 (мал. 95), каб яны датыкаліся з кольцамі падшыпнікаў, і вечкі падшыпнікаў. Зацягваюць балты мацавання.
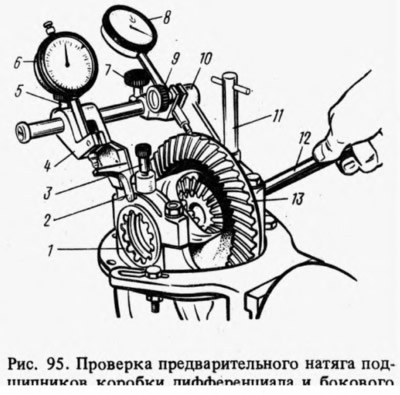
Папярэдні нацяг падшыпнікаў скрынкі дыферэнцыяла і рэгуляванне бакавога зазору ў зачапленні шасцерняў галоўнай перадачы выконваюць адначасова пры дапамозе прынады A.95688/R і ключа 12 (А.55085). Для гэтага на картэры рэдуктара замацоўваюць прынаду шрубамі 11 і 3, укруціўшы іх у адтуліны пад ніты мацавання стопорных пласцін рэгулявальных гаек. Па накіроўвалай прынадзе ссоўваюць кранштэйн 4 індыкатара да судотыку рычага 2 з вонкавай бакавой паверхняй вечка і зацягваюць шрубу 5. Саслабляюць шрубы 7 і 9 і ўсталёўваюць кранштэйн 10 так, каб ножка індыкатара 8 абапіралася на бакавую паверхню зуба вед. Затым зацягваюць шрубы 7 і 9.
Паварочваючы рэгулявальныя гайкі, папярэдне рэгулююць бакавы зазор паміж зуб'ямі шасцерняў у межах 0,08-0,13 мм па індыкатары 8 пры калыханні вядзёнай шасцярні 13. Пры гэтым падшыпнікі не павінны мець папярэдняга нацягу. Рэгулявальныя гайкі павінны знаходзіцца толькі ў судотыку з падшыпнікамі. У адваротным выпадку парушаецца правільнасць вымярэння папярэдняга нацягу.
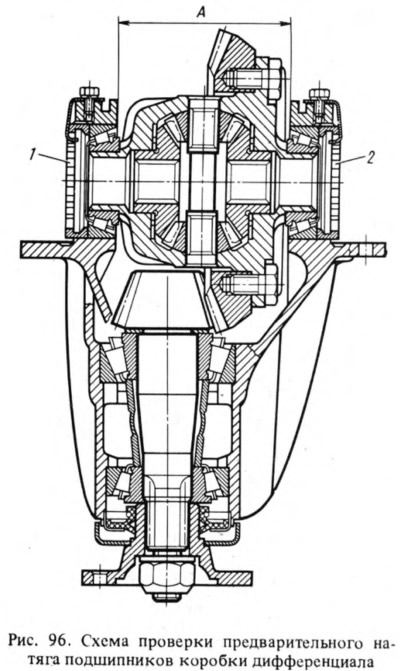
Паслядоўна і раўнамерна зацягваюць дзве рэгулявальныя гайкі 1 і 2 (мал. 96) падшыпнікаў. Пры гэтым вечкі падшыпнікаў дыферэнцыяла разыходзяцца і павялічваецца адлегласць Гэта разыходжанне адзначае індыкатар 6 (гл. мал. 95), на ножку якога дзейнічае рычаг 2. Гайкі для рэгулявання падшыпнікаў скрынкі дыферэнцыяла зацягваюць да павелічэння адлегласці А (гл. мал. 96) на мал. 14-0,18 мм.
Усталяваўшы дакладны папярэдні нацяг падшыпнікаў скрынкі дыферэнцыяла, канчаткова правяраюць бакавы зазор у зачапленні шасцерняў галоўнай перадачы, які не павінен змяніцца. Калі зазор у зачапленні шасцерняў больш 0,08-0,13 мм, то набліжаюць вядзёную шасцярню да вядучай. Калі зазор менш, то адсоўваюць. Каб захаваць усталяваны папярэдні нацяг падшыпнікаў, вядзёную шасцярню перамяшчаюць, падцягваючы адну з рэгулявальных гаек падшыпнікаў і саслабляючы іншую на той жа самы кут.
Для дакладнага выканання гэтай аперацыі неабходна сачыць за індыкатарам 6 (гл. мал. 95), які паказвае велічыню раней усталяванага папярэдняга нацягу падшыпнікаў. Пасля зацягвання адной з гаек паказанне індыкатара зменіцца, бо павялічваецца адлегласць А (гл. мал. 96) і папярэдні нацяг падшыпнікаў. Таму іншую гайку саслабляюць датуль, пакуль стрэлка індыкатара не вернецца ў першапачатковае становішча.
Пасля перасоўвання вядзёнай шасцярні, але індыкатару 8 (гл. мал. 95) правяраюць бакавы зазор. Калі зазор не адпавядае норме, паўтараюць рэгуляванне.
Пасля рэгулявання здымаюць прынаду A.95688/R, усталёўваюць стопорные пласціны рэгулявальных гаек і замацоўваюць іх нітамі са спружыннымі шайбамі. У запасныя часткі пастаўляюцца стопарныя пласціны двух тыпаў: з адной і двума лапкамі. Тая ці іншая пласціны ўсталёўваюцца ў залежнасці ад становішча прарэзы гайкі.
Праверка кантакту рабочай паверхні зуб'яў шасцерняў
Для праверкі якасці зачаплення:
- усталёўваюць адрэгуляваны рэдуктар на стэнд і змазваюць працоўныя паверхні зуб'яў вядзёнай шасцярні тонкім пластом свінцовага вокісу;
- пускаюць стэнд і рычагамі стэнда прытармажваюць кручэнне паўвосяў, каб пад нагрузкай на паверхнях зуб'яў вядзёнай шасцярні засталіся сляды кантакту з зуб'ямі вядучай шасцярні;
- змяняюць кірунак кручэння і, прытармажваючы, атрымліваюць сляды кантакту на іншым боку зуб'яў вядзёнай шасцярні, што адпавядае руху аўтамабіля назад.
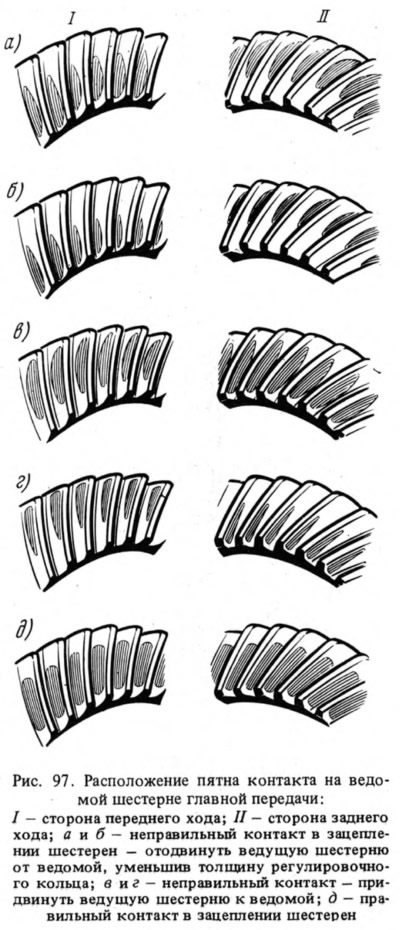
Зачапленне лічыцца нармальным, калі на абодвух баках зуб'яў вядзёнай шасцярні пляма кантакту будзе раўнамерна размешчана бліжэй да вузкага тарца зуба, займаючы 2/3 яго даўжыні і не выходзячы на вяршыню і падставу зуба, як паказана на мал. 97, в.
Для рэгулявання правільнага становішча вядучай шасцярні з заменай кольца неабходна разборка вузла. Пры зборцы неабходна паўтарыць усе аперацыі па папярэднім нацягу падшыпнікаў вядучай шасцярні, па праверцы моманту супраціву пракручванню, па папярэднім нацягу падшыпнікаў скрынкі дыферэнцыяла і па рэгуляванні бакавога зазору шасцерняў галоўнай перадачы.