
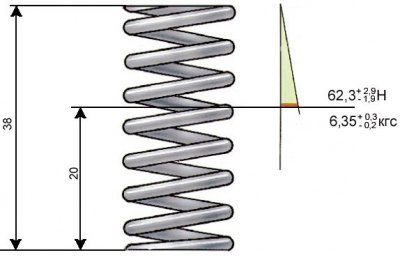
Асноўныя дадзеныя для праверкі спружыны рэдукцыйнага клапана
1. Пасля разборкі ўсе дэталі помпы прамыйце газай або бензінам, прадуйце бруёй сціснутага паветра, а затым агледзіце корпус і вечка помпы; пры наяўнасці расколін дэталі заменіце.
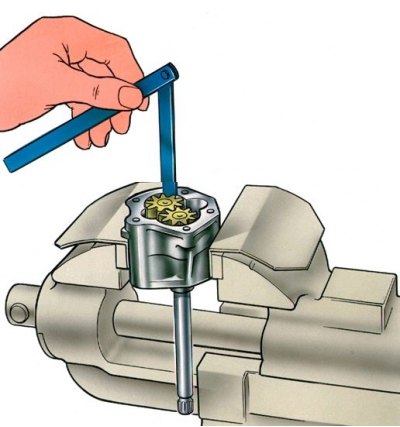
2. Праверце наборам мацаў зазоры паміж зуб'ямі шасцерняў, а таксама паміж вонкавымі дыяметрамі шасцерняў і сценкамі корпуса помпы, якія павінны быць адпаведна 0,15 мм (межа дапушчальны 0,25 мм) і 0,11 - 0,18 мм (гранічна дапушчальны 0,25 мм).
3. Калі зазоры перавышаюць гранічныя значэнні, то заменіце шасцярні, а пры неабходнасці і корпус помпы.
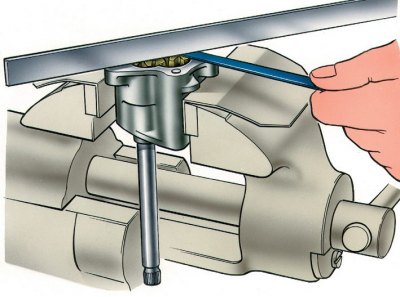
4. Шчупам і лінейкай праверце зазор паміж тарцамі шасцерняў і плоскасцю корпуса, які павінен быць роўны 0,066-0,161 мм (межа дапушчальны 0,2 мм). Калі зазор больш 0,2 мм, заменіце шасцярні ці корпус помпы ў залежнасці ад таго, што падвергнулася зносу.
5. Вымераўшы дэталі, вызначыце зазор паміж вядзёнай шасцярняй і яе воссю, які павінен быць 0,017-0,057 мм (межа дапушчальны 0,1 мм), а таксама паміж валам помпы і адтулінай у корпусе, гэты зазор павінен быць 0,016-0,055 мм (гранічна дапушчальны 0,1 мм). Калі зазоры перавышаюць гранічныя, заменіце зношаныя дэталі.
Праверка рэдукцыйнага клапана
6. Пры рамонце алейнага помпы праверце рэдукцыйны клапан. Звярніце ўвагу на паверхні клапана і помпы, бо магчымыя забруджванні ці адклады на спалучаных паверхнях могуць прывесці да заядання. На спалучанай паверхні клапана не павінна быць забоін і задзірын, якія могуць прывесці да памяншэння ціску ў сістэме.
7. Праверце пругкасць спружыны рэдукцыйнага клапана, параўноўваючы атрыманыя дадзеныя з прыведзенымі на мал. Асноўныя дадзеныя для праверкі спружыны рэдукцыйнага клапана.
Праверка валіка і шасцярні прывада алейнай помпы
8. На паверхнях апорных шыек валіка і на працоўнай паверхні эксцэнтрыка не павінна быць увагнутасцяў і рысак.
9. На зубьях шасцерняў прывада алейнай помпы і размеркавальніка запальвання не дапушчаюцца выфарбоўванні, пры такім дэфекце заменіце валік і шасцярню.
Праверка ўтулак валіка прывада алейнай помпы
10. Праверце ўнутраны дыяметр утулак, іх запрэсоўку ў гнёздах, а таксама супадзенне змазвальнай адтуліны ў перадпакоі ўтулцы з каналам у блоку цыліндраў (проворачивание ўтулкі). Унутраная паверхня павінна быць гладкай і без задиров.
11. Вымераўшы дыяметры валіка і ўтулак, вызначыце зазоры паміж утулкамі і апорнымі паверхнямі валіка. Калі зазор перавышае 0,15 мм (межавы знос), а таксама пры пашкоджанні паверхняў утулак або паслабленні іх запрэсоўкі, заменіце ўтулкі.
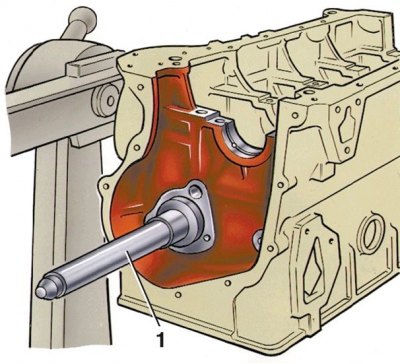
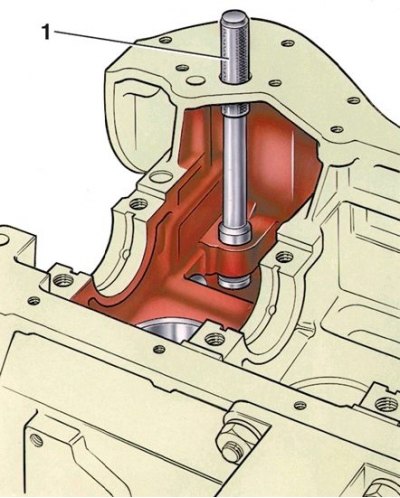
12. Пры замене карыстайцеся як для зняцця, так і для ўстаноўкі, апраўкай А.60333/1/2 (1 – апраўка А.60333/1/2).
13. Утулкі павінны быць запрасаваныя ў гнёзды, пры гэтым адтуліна для алею ў перадпакоі ўтулцы павінна знаходзіцца супраць канала ў блоку цыліндраў.
14. Пасля запрэсоўкі ўтулкі павінны быць канчаткова апрацаваны і даведзены па ўнутраным дыяметры (памеры дадзены на мал Асноўныя памеры алейнай помпы і яго прывада).
15. Каб забяспечыць поўную сувосеў ўтулак вала, для іх даводкі ўжываецца разгортка А.90353, якой адначасова апрацоўваюцца абедзве ўтулкі.
Праверка ўтулкі шасцярні прывада алейнай помпы
16. Унутраная паверхня павінна быць гладкай і без задиров, у адваротным выпадку ўтулку заменіце.
17. Для выпрасоўкі і запрэсоўкі ўтулкі карыстайцеся апраўкай А.60326/R (1 – апраўка А.60326/R).
18. Пасля запрэсоўкі ўтулку разгарніце да дыяметра 16,016-16,037 мм.