
Зняцце
1. Усталёўваны аўтамабіль на назіральную яму ці эстакаду (гл "Падрыхтоўка аўтамабіля да TO і рамонту").
2. Здымаем з рухавіка галоўку блока цыліндраў (гл "Пракладка галоўкі блока цыліндраў - замена").
3. Здымаем паддон картэра рухавіка (гл "Паддон картэра рухавіка - зняцце і ўстаноўка").
4. Адварочваем гайкі вечкаў шатуноў (не здымаючы каленчатага вала) і выштурхваем поршань з шатуном з блока цыліндраў (гл "Каленчаты вал - зняцце і ўстаноўка").
5. Вымаем з вечка шатуна сталеалюмініевы ўкладыш.
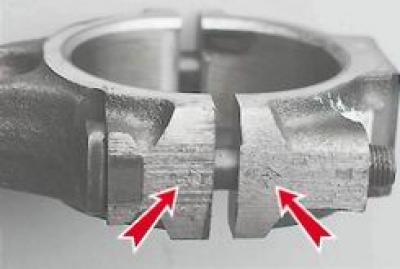
На шатуне і вечку таўраваннем нанесены нумар цыліндру, у які яны ўсталёўваюцца.
6. Усталёўваны шатун у ціскі і здымаем з поршня два компрессіонные і адно маслосъемное кольца з пашыральнікам.
7. Праз апраўку выпрасоўваем палец з шатуна і здымаем поршань.

Аналагічна здымаем поршні астатніх цыліндраў.
Перад усталёўкай на шатун поршневай групы неабходна падабраць яе дэталі.
Падбор дэталяў шатунна-поршневай групы
1. Падбіраем поршань да цыліндру. Разліковы зазор паміж цыліндрам і поршнем рухавіка павінен складаць 0,06-0,08 мм. Ён вызначаецца прамерам цыліндраў і поршняў і забяспечваецца ўсталёўкай поршняў таго ж класа, што і цыліндры. Максімальна дапушчальны зазор - 0,15 мм. Дыяметр поршня вымяраем у плоскасці, перпендыкулярнай поршневым пальцу, на адлегласці 52,4 мм ад дна поршня. Па вонкавым дыяметры поршні вырабляюцца пяці класаў (А, У, З, D і E) праз 0,01 мм, а па дыяметры адтуліны пад поршневай палец - трох катэгорый праз 0,004 мм. У запасныя часткі пастаўляюцца поршні груп А, З і E. Клас поршня (літара) і катэгорыя адтуліны пад поршневай палец (лічба) таўруюцца на дно поршня.
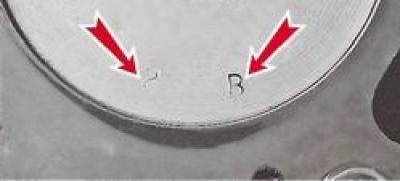
Для правільнай арыентоўкі поршня адносна цыліндру на сценцы поршня (побач з бобышкой) выканана пазнака "П", якая павінна быць накіравана да перадпакоя часткі блока цыліндраў.
Дыяметр цыліндру вымяраем нутромером ў чатырох паясах, як у падоўжным, так і ў папярочным кірунку рухавіка.
У зоне пояса 1 цыліндры практычна не зношваюцца. Таму па рознасці замераў у першым і астатніх паясах судзімы аб велічыні зносу цыліндраў.

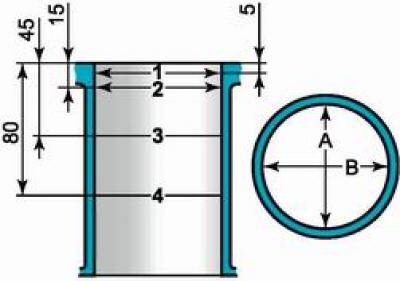
Схема вымярэння дыяметраў цыліндру: 1, 2, 3 і 4 - нумары паясоў; А і В - напрамкі вымярэнняў
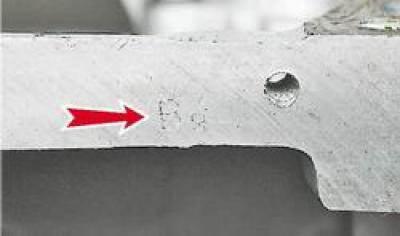
Цыліндры па дыяметры разбітыя праз 0,01 мм на пяць класаў: А, У, З, D і E. Клас цыліндру выбіты на ніжняй плоскасці блока.
2. Падбіраем палец да поршня. Палец усталяваны ў верхняй галоўцы шатуна з нацягам і свабодна круціцца ў бабышках цыліндру. Па вонкавым дыяметры пальцы разбітыя на тры катэгорыі праз 0,004 мм. Катэгорыі паказваюцца каляровай пазнакай на тарцы пальца: сіняя - першая катэгорыя, зялёная - другая, чырвоная - трэцяя. Спалучэнне поршневага пальца і поршня правяраем, устаўляючы поршневай палец (змазаны маторным маслам) у адтуліны бабышак поршня. Поршневай палец павінен усталёўвацца ад простага націску вялікага пальца рукі і не выпадаць пры вертыкальным становішчы пальца.
3. Правяраем зазор паміж канаўкамі і поршневымі кольцамі. Зазоры павінны адпавядаць велічыням, прыведзеным у табл. 8.1.3 (гл. ніжэй). Павялічаны зазор прыводзіць да хуткага зносу (разбіванню) канавак поршня.

Табліца 8.1.2. Памеры асноўных спалучаных дэталяў рухавіка
|
Спалучаныя дэталі |
Памеры дэталяў, мм |
Дапушчальны |
||
|
Вал |
Адтуліна |
|||
|
Поршань - цыліндр (для рухавіка ВАЗ-2103) |
Клас А |
75,94-75,95 |
76,00-76,01 |
0,15 |
|
Клас У |
75,95-75,96 |
76,01-76,02 |
||
|
Клас З |
75,96-75,97 |
76,02-76,03 |
||
|
Клас D |
75,97-75,98 |
76,03-76,04 |
||
|
Клас Е |
75,98-75,99 |
76,04-76,05 |
||
|
Поршань - цыліндр (для рухавікоў ВАЗ-2106, ВАЗ-21011) |
Клас А |
78,94-78,95 |
79,00-79,01 |
0,15 |
|
Клас У |
78,95-78,96 |
79,01-79,02 |
||
|
Клас З |
78,96-78,97 |
79,02-79,03 |
||
|
Клас D |
78,97-78,98 |
79,03-79,04 |
||
|
Клас Е |
78,98-78,99 |
79,04-79,05 |
||
|
Поршневай палец - поршань |
1-я катэгорыя (сіняя пазнака) |
21,970-21,974 |
21,982-21,986 |
- |
|
2-я катэгорыя (зялёная пазнака) |
21,974-21,978 |
21,986-21,990 |
||
|
3-я катэгорыя (чырвоная пазнака) |
21,978-21,982 |
21,990-21,994 |
||
|
Поршневай палец - верхняя галоўка шатуна |
21,970-21,982 |
21,940-21,960 |
- |
|
Табліца 8.1.3. Зазоры ў спалучэнні канавак і поршневых кольцаў
|
Спалучаныя дэталі |
Памеры дэталяў, мм |
Дапушчальны |
|
|
Вышыня кольца |
Шырыня канаўкі |
||
|
Верхняе компрессіонные кольца - канаўка поршня |
1,478-1,490 |
1,535-1,555 |
0,15 |
|
Ніжняе компрессіонное кольца - канаўка поршня |
1,978-1,990 |
2,015-2,035 |
0,15 |
|
Маслаздымнае кольца - канаўка поршня |
3,925-3,937 |
3,957-3,977 |
0,15 |
Табліца 8.1.4. Зазоры ў замках поршневых кольцаў
|
Найменне кольца |
Велічыня зазору, мм |
|
Верхняе компрессіонные кольца |
0,30-0,45 |
|
Ніжняе компрессіонные кольца |
0,25-0,40 |
|
Маслаздымнае кольца |
0,25-0,40 |
Зборка шатунна-поршневай групы
1. Апранаем палец 4 на апраўку 2, не зацягваючы моцна ўпор 3.
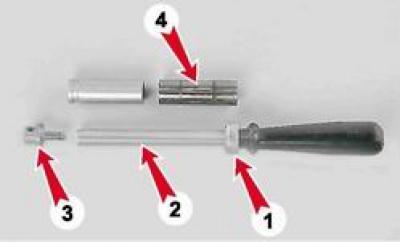
2. Палец шатуна астуджаем у маразільнай камеры. Награваем верхнюю галоўку шатуна да 240°З паяльнай лямпай ці прамысловым фенам, заціскаем шатун у цісках і апранаем на яго поршань (пазнака "П" на поршні павінна знаходзіцца са боку адтуліны для вынахаду алею на ніжняй галоўцы шатуна).

3. Праштурхоўваем усталяваны на апраўку палец у адтуліны бобышек поршня і верхнюю галоўку шатуна да ўпора колцавага паяска 1 на дзяржальні ў поршань.

4. Пасля астуджэння шатуна змазваем палец маслам для рухавіка праз тры адтуліны ў кожнай бобышцы поршня і праз зазор паміж бабышкай і шатуном.
5. Змазваем поршневыя кольцы і канаўкі алеем для рухавіка. Усталёўваны на поршань кольца і арыентуем замкі кольцаў. Замак верхняга компрессіонные кольцы павінен размяшчацца пад кутом 30-45°да восі поршневага пальца, замак ніжняга компрессіонные кольцы павінен быць накіраваны ў процілеглы бок, а замак маслосъемного кольцы - пад кутом 30-45°да восі поршневага пальца паміж замкамі компрессіонные кольцаў. Ніжняе компрессионное кольца ўсталёўваны вывострываннем уніз. Калі на кольцы нанесена пазнака "ВЕРХ" або "ТОР" , яна павінна быць накіравана, да дна поршня. Стык спружыннага пашыральніка маслосъемного кольцы павінен размяшчацца са боку, процілеглай замку кольца.
6. Пасля ўсталёўкі кольцаў усталёўваны каленчаты вал па пазнацы (поршні 1-го і 4-го цыліндраў павінны знаходзіцца ў BMT) і па чарзе ўводны поршні з кольцамі і шатунамі ў 2-ой і 3-й цыліндры. Пры гэтым пазнакі "П" на поршнях павінны быць накіраваны ў бок перадпакоя часткі блока цыліндраў. Для абціску кольцаў рэкамендуецца ўжываць апраўку, паказаную на фота.

Пасля гэтага ўсталёўваны на месца шатунныя ўкладышы, папярэдне вышмараваўшы іх і шыйкі каленчатага вала алеем для рухавіка, і злучаем шатуны з шыйкамі каленчатага вала. Вечкі ўсталёўваем па пазнаках і зацягваем гайкамі момантам 43,4-53,5 Нм. Павярнуўшы каленчаты вал на 180°, злучаем з каленчатым валам шатуны 1-га і 4-га цыліндраў. Правяраем лёгкасць кручэння каленчатага вала.
7. Устаноўка астатніх знятых дэталей выконваецца ў адваротнай паслядоўнасці.
8. Заліваем у рухавік маторнае масла (гл "Масла ў рухавіку - праверка ўзроўню і замена").
10. Рэгулюем нацяжэнне ланцуга (гл "Ланцуг прывада газаразмеркавальнага механізму - замена").
11. Рэгулюем зазор паміж рычагамі і кулачкамі размеркавальнага вала (гл "Зазор паміж рычагамі клапанаў і кулачкамі размеркавальнага вала - рэгуляванне"). Правяраем вольнае кручэнне кривошипно-шатун механізму.
12. Які рэгулюецца нацяжэнне рамяня прывада генератара (гл "Рэмень прывада генератара - рэгуляванне нацяжэння і замена").
13. На карбюратарным рухавіку правяраем і пры неабходнасці які карэктуецца кут апярэджання запальвання (гл "Момант запальвання - праверка і рэгуляванне").
14. Заліваем у сістэму астуджальную вадкасць (гл "Астуджальная вадкасць - праверка ўзроўню і замена").
15. Запускаем рухавік і абкочваем яго на халастым ходу на працягу 20-30 хвілін, плыўна павялічваючы частату кручэння каленчатага вала да 2000 аб/мін. Падчас працы рухавіка кантралюем герметычнасць сістэм рухавіка, ціск алею, тэмпературу астуджальнай вадкасці. Калі пры працы рухавіка выяўляюцца староннія шумы, спыняем рухавік для ўхілення чыннікаў іх з'яўлення.