
- спецыяльны шаблон або шырокая слясарная лінейка;
- набор плоскіх мацаў.
Паслядоўнасць выканання
1. Здымаем галоўку блока цыліндраў (гл "Галоўка блока цыліндраў - зняцце і ўстаноўка").
2. Чысцім галоўку блока ад бруду і нагару, адмываем яе ад алейных адкладаў, металічнай шчоткай выдаляны нагар са сценак камер згарання.
3. Уважліва аглядаем галоўку блока цыліндраў. На ёй не павінна быць расколін. На працоўных паверхнях апор размеркавальных валаў і сценках пасадачных адтулін штурхачоў не павінна быць задзіраў і слядоў навалаквання металу. Накіроўвалыя і сядлы клапанаў павінны шчыльна сядзець у целе галоўкі, без слядоў іх зрушэння пры працы ГРМ. Клапаны і іх сядлы не павінны мець расколін і слядоў прагарання.
4. Правяраем плоскаснасць галоўкі. Працу праводзім у два этапы. Для гэтага неабходзен адмысловы шаблон, але калі яго няма, тое праверыць ніжнюю прывал вочную плоскасць галоўкі з дастатковай ступенню дакладнасці можна і пры дапамозе шырокай слясарнай лінейкі. Прыкладаем лінейку па дыяганалі, рабром да плоскасці галоўкі. Пераконваемся ў адсутнасці зазору паміж рабром лінейкі і плоскасцю галоўкі. Зазор можа назірацца як у сярэдняй частцы плоскасці, так і па яе баках. Замер зазору праводжаны па абедзвюх дыяганалях наборам плоскіх мацаў.
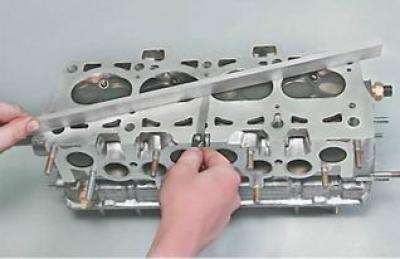
Максімальна дапушчальны зазор - 0,1 мм.
Рэкамендацыя: Калі зазор больш дапушчальнага, галоўка падлягае фрэзераванню прывалачнай плоскасці ці замене.
5. Правяраем герметычнасць галоўкі блока. Для гэтага на кантавой паверхні галоўкі заглушаем акно падачы астуджальнай вадкасці да тэрмастата (можна ўсталяваць патрубак тэрмастата, падклаўшы пад яе пракладку, выразаную з ліставай гумы). Пераварочваем галоўку і запаўняем яе ўнутраныя паражніны для астуджальнай вадкасці газай.

6. Пераконваемся ў адсутнасці ўцечкі газы з галоўкі блока.
Рэкамендацыя: У выпадку выяўлення ўцечкі, а таксама пры выяўленні ракавін на прывалачнай плоскасці, можна паспрабаваць адрамантаваць галоўку блока з дапамогай халоднай зваркі або замяніць яе.