
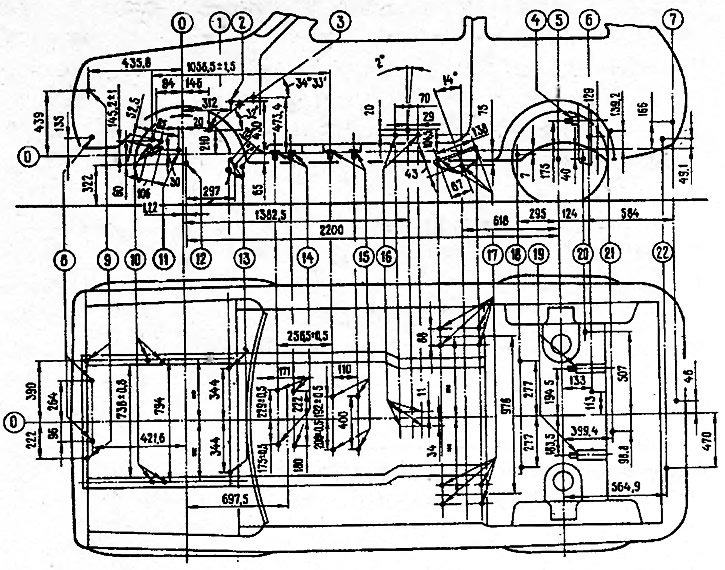
Мал. 8-4. Кропкі мацавання вузлоў шасі: 0 - базавыя лініі; 1 - цэнтр рулявога механізму; 2 - вось педаляў тормазу і счапленні; 3 - вось вала рулявога кола; 4 - мацаванне амартызатараў задняй падвескі; 5 - вось задніх колаў; 6 - мацаванне перадпакоя трубы асноўнага глушыцеля; 7 - задняе мацаванне асноўнага глушыцеля; 8 - ніжняе мацаванне радыятара; 9 - верхняе мацаванне радыятара; 10 - мацаванне папярочкі перадпакоя падвескі; 11 - цэнтр дыферэнцыяла; 12 - цэнтр кола; 13 - мацаванне стабілізатара папярочнай устойлівасці; 14 - мацаванне задняй падвескі сілавога агрэгата; 15 - мацаванне раздатачнай скрынкі; 16 - мацаванне ручнога тормазу, 17 - пярэдняе мацаванне падоўжных штанг задняй падвескі; 18 - задняе мацаванне падоўжных штанг; 19 - мацаванне амартызатараў задняй падвескі; 20 - мацаванне папярочнай штангі задняй падвескі; 21 - пярэдняе мацаванне асноўнага глушыцеля; 22 - мацаванне выпускной трубы асноўнага глушыцеля
Абсталяванне, на якім кантралююцца базавыя кропкі, прымяняецца і пры рамонце ў спалучэнні з прыстасаваннямі для праўкі кузава.
Дэфармаваныя паверхні рамантуюць механічным ці тэрмічным уздзеяннем на метал, а таксама запаўненнем увагнутасцяў хуткацвярдзельнымі пластыкамі ці прыпоем.
Памятыя месцы апярэння выплаўляюць, як правіла, уручную пры дапамозе адмысловай прылады (металічных, пластмасавых, драўляных малаткоў і розных аправак) і прынад.
Праўку з нагрэвам выкарыстоўваюць для абсякання (сцягванні) моцна расцягнутых паверхняў панэляў. Для прадухілення рэзкага ўспушвання і пагаршэнні механічных уласцівасцяў панэлі награваюць да 600-650°С (вішнёва-чырвоны колер).
Дыяметр нагрэтай плямы павінен быць не больш за 20-30 мм.
Сцягванне паверхні робіце наступным чынам.
- газавай гарэлкай, ад перыферыі да цэнтра дэфектнага ўчастка награвайце метал і ўдарамі драўлянай кіянкі і малатка абсякайце нагрэтыя месцы, выкарыстоўваючы плоскую падтрымку або кавадлу;
- паўтарайце аперацыі нагрэву і абсяканні да атрымання роўнай паверхні панэлі.
Няроўнасці ў панэлях можна выраўноўваць пры дапамозе поліэфірных шпатлёвак, тэрмапластыка, эпаксідных масцік халоднага ацвярдзення і пры дапамозе прыпоя.
Поліэфірныя шпатлёўкі ўтвораць надзейныя злучэнні з панэлямі, зачышчанымі да металу. Яны ўяўляюць сабой двухкампанентныя матэрыялы: ненасычаную поліэфірную смалу і ацвярджальнік, які з'яўляецца каталізатарам для хуткага ацвярдзення сумесі незалежна ад таўшчыні пласта шпатлёўкі. Час сушкі пры тэмпературы 20°С 15-20 мін, таму няма неабходнасці наносіць яе ў некалькі пластоў, што скарачае працягласць нанясення шпатлёўкі.
Здзіўленыя карозіяй участкі панэляў кузава могуць рамантавацца эпаксіднымі масцікамі халоднага ацвярдзення, якія валодаюць высокай адгезіяй, дастатковай трываласцю і лёгка наносяцца на пашкоджаныя ўчасткі.
У склад масцік уваходзяць ацвярджальнікі, пластыфікатары (для павышэння пластычнасці смалы і ўдарнай трываласці зацвярдзелага эпаксіднага складу), напаўняльнікі (для паніжэння ўсаджвання смалы і збліжэння каэфіцыентаў тэрмічнага пашырэння смалы і металу).
Прыпоі ПОССу18-2, ПОССу25-2 ужываюцца для выраўноўвання ўчасткаў, раней запоўненых прыпоем, нарошчванні беражкоў дэталяў і для ўхілення зазору. Для прадухілення карозіі лепш ужываць без-кіслотны спосаб нанясення прыпоя.
Пры значных пашкоджаннях панэлі замяняюць новымі з выкарыстаннем кантактнай зваркі і электразваркі ў асяроддзі ахоўных газаў.