
Polishing
To restore the gloss of the paintwork with slight cloudiness, to remove grease marks and stains, the VAZ-03 polishing compound is used. With a partial loss of gloss, the coating is polished with VAZ-2 polishing paste. Paste VAZ-2 gives the coating film a smooth glossy surface. Before polishing, the body is thoroughly washed and the paintwork is wiped with a clean flannehp a significant loss of gloss of the coating, VAZ-1 polishing paste is used, followed by polishing with VAZ-2 paste.
The polishing composition VAZ-03, VAZ-2 and VAZ-1 pastes do not oil the flannel wheel, they mix well with water. Before use, the paste is stirred, when thickened, diluted with water to a greasy state.
Polishing pastes are applied in a thin layer and polished successively in small areas. It can be polished mechanically and manually with flannel or zigzag patches. After polishing, wipe the surface with a clean flannel.
Body painting
Cars are painted with ML-197 synthetic enamel, the consumption of which per car is about 6 kg. Nitro enamels are inferior to synthetic enamels in terms of protective properties and appearance of coatings. The disadvantage of synthetic enamel is the high drying temperature. To reduce the drying temperature of the coating, as an exception, it is allowed to paint the engine compartment, luggage compartment and other internal surfaces with a 1:1 mixture of nitro and synthetic enamels.
Repainting of the entire body is carried out after straightening work on the entire body or in case of damage to a significant part of the coating surfaces. Damage to individual parts (roof, door, hood, etc.), but if the rest of the coating is in good condition, only this part can be painted with the selection of the necessary color scheme. It is not allowed to paint individual places on the parts, since it is practically impossible to choose a color scheme, and these places will stand out in color after drying.
When choosing an enamel color, the skill and ability of an employee to quickly and accurately determine which of the primary colors of enamel should be added to obtain an enamel that is as close as possible in brightness, hue and saturation to the selected color are of great importance.
The painted surfaces of the body, depending on their visibility, are divided into three categories:
- Category I - external visible surfaces of the body that are not covered during assembly by decorative or other parts.
- Category II - internal surfaces of the body, surfaces of gutters, surfaces of wing arches in the areas of door sills.
- Category III - surfaces of the engine compartment, luggage compartment and surfaces that are visible for a short time when opening the doors (end surfaces of body openings, outer arches of the rear wheels).
When painting, a slight variation in tint of only individual parts is allowed. Waviness of the coating of surfaces of any category is not allowed. Sagging when painting surfaces of category I is not allowed. For II and III categories of surfaces, only individual drips are allowed.
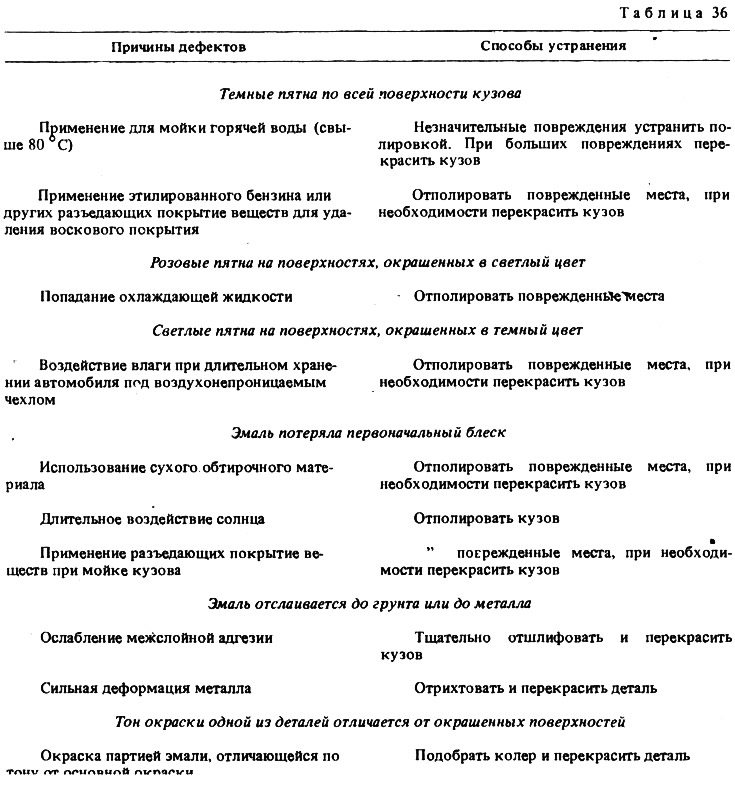
Possible defects in the paintwork, their causes and remedies are given in Table. 36.
Repainting the body with synthetic enamel
To do this, wash the body with water and remove the old peeled coating from defective areas with a spatula or brush. Wet grinding of the painted surfaces is carried out with grinding skins. Hard-to-reach places are sanded by hand. With a large thickness of the coating that does not have mechanical damage, the surface is ground to an epoxy primer of the factory color. With significant corrosion, as well as bodies previously painted with nitro enamel, they are ground to metal. The body is washed with water, blown with compressed air and dried.
Degrease the surfaces to be painted with white spirit or BR-1 solvent gasoline and coat the welds and joints of the replaced parts with sealing mastic "Plastisol D-4A". Remove excess mastic with a rag moistened with white spirit. Surfaces not to be painted are insulated with thick paper and adhesive tape.
GF-073 primer is applied to the surface areas cleaned to metal with a paint sprayer and an exposure time of 7-10 minutes is given. The viscosity of the soil should be 22-24 s at a temperature of 20°C according to the VZ-4 viscometer. Xylene is used to dilute the soil.
Epoxy primer EF-083 is applied to the surfaces covered with primer GF-073 with a paint sprayer and dried at a temperature of 90°C for 60 minutes. Epoxy primer is also applied to the replaced body parts. Before applying EF-083 to the soil, a catalyst is added in the amount of 3-4% by weight of the soil. The shelf life of the finished soil with a catalyst is 7 hours. The viscosity of the soil should be 23-25 s at a temperature of 20°C according to the VZ-4 viscometer. You can dilute the soil with a mixture of xylene and butyl acetate in a 1: 1 ratio.
The body is cooled, wet sanding is carried out with 55C 4-P sandpaper, washed with water, blown with compressed air and dried. If necessary, putty uneven places with putty MS-00-6 or MS-00-10 with a thickness of not more than 0.3 mm. The thickened putty is diluted with xylene. The body is dried for 30 minutes at a temperature of 18-20°C, the puttied places are polished with sandpaper 55C 4-P, the body is washed, blown with compressed air and dried.
The unpainted surfaces of the body are isolated with thick paper, adhesive tape and the body is placed in the spray booth. Degrease surfaces with white spirit. The quality of the prepared surface is checked with a clean light flannel lightly moistened with gasoline, on which no marks should remain after wiping.
Doors, hood, trunk are opened and two layers of ML-197 enamel are applied with a paint sprayer with an intermediate exposure of 7-10 minutes to the internal painted surfaces of the passenger compartment, doorways, end surfaces of doors, engine compartment, trunk. Then three layers of enamel are applied to the outer surfaces of the body with an intermediate exposure of 7-10 minutes, dried at a temperature of 90°C for 1 hour and cooled in natural conditions.
Before using the enamel, 3% of the catalyst is added to it. The viscosity of the enamel should be 20 s at a temperature of 20°C according to the VZ-4 viscometer. Solvents R-197, No. 646, No. 647, xylene are used as enamel solvents. Taking into account the flushing of the paint sprayer, 2-3 kg of solvent is required. The prepared enamel before each pouring into the paint sprayer tank is mixed in its entire volume and filtered through a mesh No. 15 K.
If it is necessary to remove the old complex coating, use SP-6 or SP-7 washes. Apply a wash with a brush 2-3 times, depending on the thickness of the paintwork. Softening time 30-40 min. Remove the softened coating with a brush or spatula. Wipe the surface with white spirit to remove the remnants of the wash, wash the body with plenty of water and dry.
Painting individual parts
It is carried out after the replacement of individual parts or straightening work. The entire outer surface of the part is subject to painting.
Before painting, the installed newly primed parts are sanded in those places where there are influxes of soil, and EF-083 epoxy primer is applied to the entire surface of the part.
Preparation for painting and painting with enamel is carried out according to the technology of repainting the body.