
Examination
It is mandatory if you are repairing a car that has been in an accident. A deformed beam can cause overloads and rear axle noise. Check the beam both horizontally and vertically in the following order.
Attach a square flange A.70172 to each end of the beam. The side of the square is 150 mm and polished. Install the beam with flanges on the same prisms so that the surface of the crankcase to the beam is in a vertical plane. Check the deformation of the beam by attaching the square to the outer (pic. 129) and side surfaces of the flange A.70172.
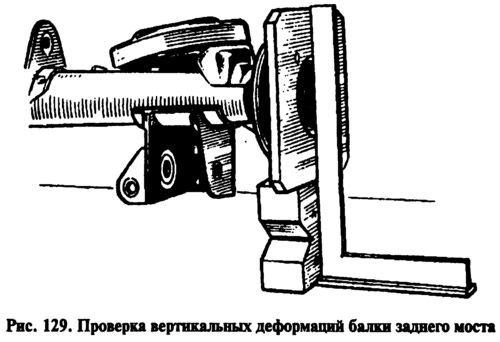
If the beam is not deformed, the square will fit snugly. Check the deformation with a feeler gauge, if a feeler gauge of 0.2 mm passes on any flange, the beam must be straightened.
Check the perpendicularity of the mounting surface of the gearbox relative to the supporting surface of the flange A.70172 using a square. The 0.2 mm probe must not pass through. If the deformation exceeds the specified value, the beam must be corrected.
Edit
Attach to each end of the beam flanges A.70172, used only when straightening the beam. Mount the beam with flanges on the hydraulic press support 1 so that the ends of the clamping beam 2 (pic. 130) were located in the deformation zone of the beam, which most often occurs at a distance of 200–300 mm from its flanges. Install the stand 6 with the indicator so that the indicator leg rests against the upper part of the side surface of the flange, and the indicator pointer is at a division equal to the value of the beam deformation, measured with a feeler gauge before straightening the beam.
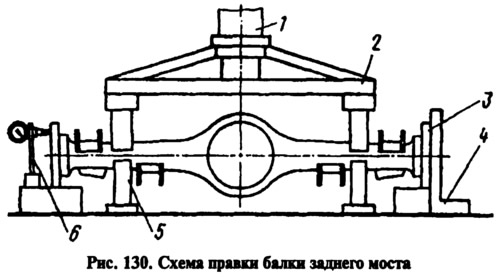
Installed under the beam (in the deformation zone) restrictive stops 5, straighten it with a hydraulic press sequentially in horizontal and vertical planes, controlling the results of straightening with a feeler gauge using square 4 or using an indicator.
The maximum force of the press at the place of application of the load should not exceed 10,000 kgf, so that there is no excessive deformation of the section of the beam casing. With the stop height 5 correctly selected empirically, the beam can be corrected without using a square or indicator, followed by checking it for the absence of deformations. Remove the beam from the press and check it as above, replacing the flanges 3 (A.70172) for testing.
In the absence of proper equipment, as an exception, editing is allowed sequentially on each side, but with a mandatory check of deformation on both sides.
After completing all the edits, rinse the beam thoroughly and check the quality of the seams, the tightness of the beam, the cleanliness inside the beam (free of burrs, chips and oil residues) and the cleanliness of the breather. Then paint the outside of the beam to prevent corrosion.