
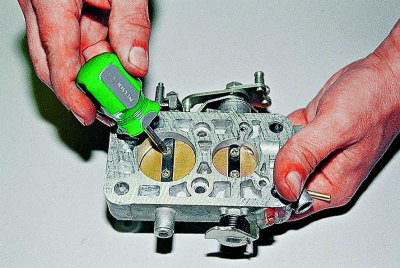
Using a Phillips screwdriver, unscrew the two screws securing the sleeve..
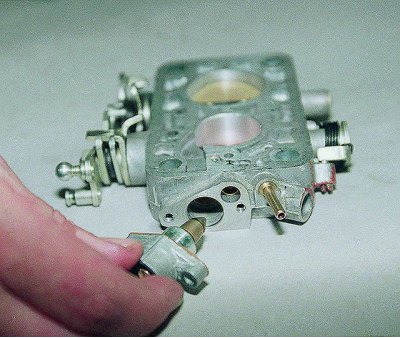
... and remove it together with the screw for adjusting the amount of mixture.
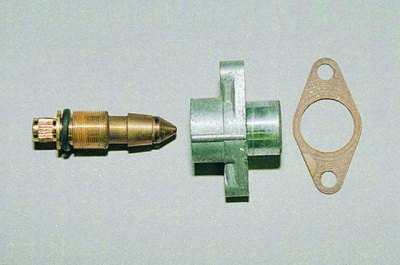
We remove the gasket from the sleeve and unscrew the screw, counting the number of its turns. After removing the o-ring from the screw, we wash it in acetone and blow it with compressed air.
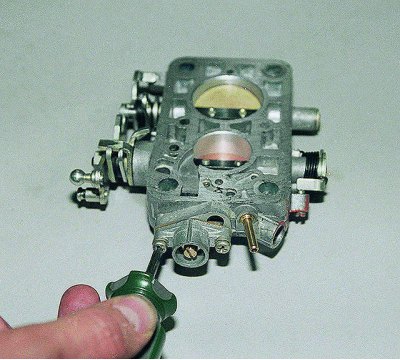
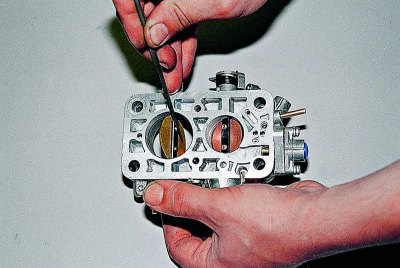
With a thin screwdriver, we turn the quality screw all the way, recording the number of turns made at the same time, and then completely unscrew the screw..

...and take it out. After removing the rubber sealing ring from it, we wash the screw in acetone and blow it with compressed air.
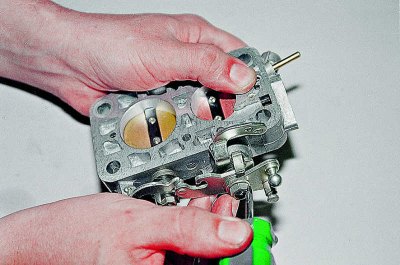
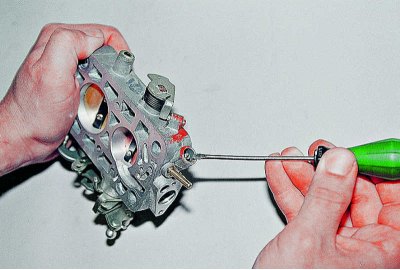
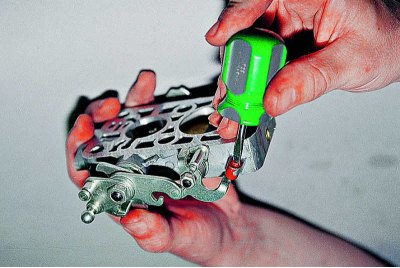
Using a screwdriver, unlock the nut of the throttle valve axis of the first chamber.

key «at 11» unscrew the nut.

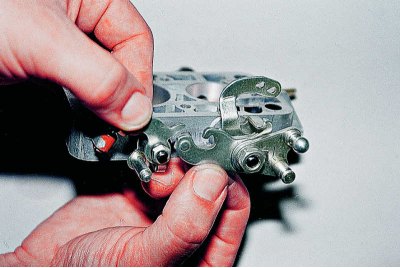
Removing the retaining plate...

...throttle actuator lever,...

...puck...

... a lever that limits the opening of the throttle valve of the second chamber,...

... bushing,...

... spring washer,...

... the linkage lever with the air damper,...

...puck...
... throttle stop lever,...

... spring..

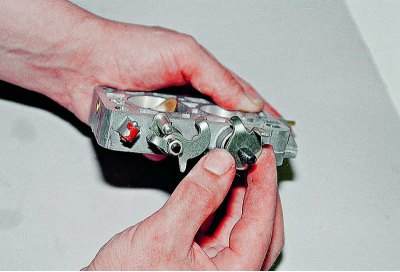
... and the spool of the crankcase ventilation system. Note the position in which it is installed on the axle so that you install it correctly during assembly.
Thoroughly wash the spool and throttle body in acetone or solvent, then blow the body channels with compressed air.
Having slightly opened the dampers, we check the condition of the vias, if necessary, clean them with a thin copper wire.
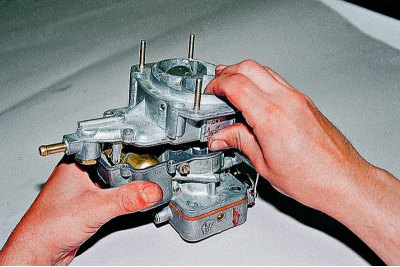
We assemble the throttle body in the reverse order of disassembly, paying special attention to the correct position of the levers on the axle.
Before tightening the nut, make sure that the limiter lever is located below the protrusion of the second chamber throttle lever.
We turn the quality screw into place until it stops (after moistening its rubber ring with engine oil) and turn away, making the number of revolutions recorded during disassembly.
We turn the quantity screw by the previously calculated number of revolutions.
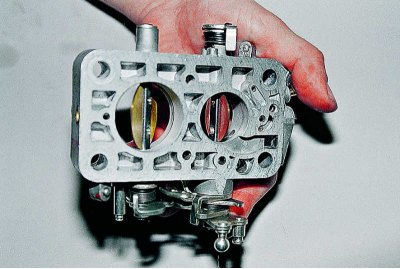
For reliable operation of the idle system, the throttle valves must close their channels tightly, without a gap. A barely noticeable gap is allowed, which can only be seen when looking at the light. Sometimes it is possible to eliminate the gap by changing the position of the damper in the axle slot. But they usually do it as a last resort. The carburetor of a new car, as a rule, does not need such adjustment.
Having slightly opened the damper, we grind off the threaded part of the screws with a needle file - during assembly they are hidden, crushing the thread. New screws are required for assembly.
Using a Phillips screwdriver, unscrew the two screws and replace them with new ones.
We loosen the stop screw of the damper lever. By changing the position of the damper, we achieve the smallest gap around its entire perimeter.
For a better fit of the damper to the walls, you can grind it from the end. It is better to grind with a small flat file. The boundaries of excess metal are determined in the light, marking them with a pencil.

Before assembly, make sure that the dampers do not wedge (this is especially important for the second camera) - if necessary, we adjust them with a stop screw, and we counter the new screws for fastening the shutters, riveting the thread.
We stop the thrust screws by opening their slot.
When assembling the carburetor, we change damaged and deformed gaskets.
When installing the cover on the carburetor body, make sure that the float does not touch the walls of the float chamber.
When tightening the cover fixing screws, do not apply excessive force to avoid deformation.
Having installed the carburetor on the engine, we check the idle speed, if necessary, adjust them with a quantity screw. We also recommend checking the concentration of CO-CH in the exhaust gases.