
- before attaching the thrust hinge and the gear selector lever to the rod, degrease the threaded holes in the hinge housing and the lever hub, as well as the fastening screws; apply TB-1324 sealant to the screw threads and tighten them;
- at the same time, be careful not to confuse the fastening screws. They have different lengths, coatings and tightening torques. Lever screw phosphated (dark color), its length is 19.5 mm, the tightening torque is 2.4 kgf-m, and the hinge fastening screw is cadmium (golden color), its length is 24 mm, tightening torque is 1.9 kgf-m;
- before installing the input shaft oil seal and the clutch release fork shaft, lubricate the working surface of the oil seal with a thin layer of Litol-24 grease and grease the SHRUS-4 bushings of the clutch release fork shaft;
- lay the lubricant LSTs-15 in the ball bearing of the gear lever;
- fasteners are tightened to the torques specified in appendix. 1;
- selection of adjusting rings of differential bearings is carried out according to the rules specified below (see «Selection of an adjusting ring for differential bearings»);
- the secondary shaft is assembled in the reverse order of disassembly; at the same time, the synchronizers are installed on the shaft in the assembled state with the mandrel A.70152 *, pre-heating them to a temperature of 100°C.
- when the heated parts cool down, the blocking rings on the gear cones may seize. To avoid this, before installing the heated synchronizer on the shaft between the blocking rings and the ends of the gears, a special forked gasket is installed, which is removed after the parts have cooled;
- when assembling the synchronizer, the blocking rings are installed so that protrusions A are located opposite the sockets of the hub under the springs of the clamps (pic. 73) lesser height, not greater, otherwise, after assembly, gears will not be switched;
- to facilitate the installation of the latch, a little grease is applied to its ball, put it into the cracker and, pressing the spring with a screwdriver towards its socket, put the cracker assembly with the ball in place. In this case, a seat in the sliding sleeve should be located opposite the ball (greatest depth).
* Cylindrical mandrel with an inner diameter of 35.2 mm; length 176 mm.
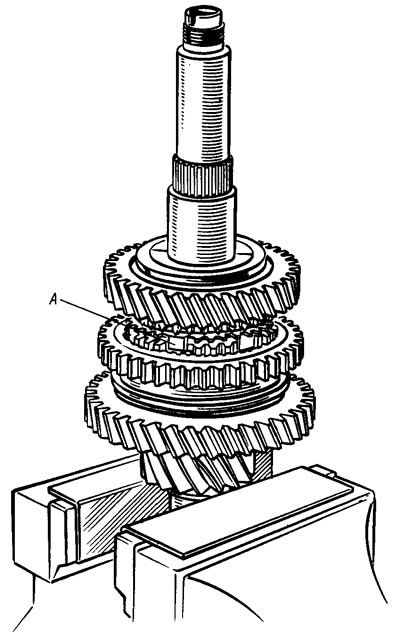
Pic. 73. Assembling the synchronizer of I and II gears
The assembly of the differential is carried out in the reverse order of disassembly, having previously lubricated the side gears and satellites with engine oil. The axial clearance of the axle gear must be no more than 0.3 mm, and the moment of resistance to rotation of the differential gears must not exceed 1.5 kgf-m. With an increased clearance, which is a sign of wear on the differential parts, replace the worn parts with new ones.
Mandrel 67.7853.9565 ** is pressed onto the differential box with the inner rings of the bearings, having previously installed the drive gear of the speedometer drive.
Having installed the clutch housing on the stand for assembling the gearbox, using mandrel 67.7853.9563***, press the stem oil seal into the socket, and then insert the gear selection rod into the crankcase hole and fix the gear selection lever on it, having previously degreased the threaded hole and the screw and applied to the thread screw sealant TB-1324.
Using mandrel 67.7853.9574 ****, the outer rings of the roller bearings of the primary and secondary shafts, complete with cages, are pressed into the sockets of the clutch housing, and the inner rings of these bearings are pressed onto the shafts.
** Cylindrical mandrel with an inner diameter of 35.5 mm and an outer diameter of 45 mm.
*** Cylindrical mandrel with an inner diameter of 16.1 mm and an outer diameter of 26 mm.
**** Cylindrical mandrel with 25 mm guide collar and 60 mm outer diameter.
Install the gear selection mechanism, making sure that the gear selection rod lever is correctly in its position relative to the gear selection lever. Fix the gear selection mechanism. Then the oil seal is pressed into the clutch housing, maintaining the size (3,5±0,2) mm (see fig. 61), so that the working edge of the stuffing box is located on the polished belt of the shaft.
Ball bearings are pressed onto the primary and secondary shafts, nuts are screwed on and tightened with a torque wrench, after which they are minted. The length of the casserole should be 3.5-4 mm and should not go over the shaft thread. When tightening the nuts on the shafts, the input shaft is locked with tool 41.7816.4070 (spline bushing).
Install the differential assembly into the clutch housing. So that the side gears do not move from their seats during assembly, one of them is fixed from the side of the clutch housing with a special mandrel or plug used when transporting the differential.
The primary and secondary shafts are installed simultaneously with the gears. Then install the axle with the reverse gear, while making sure that the reverse fork enters the groove of the intermediate gear. Then install the gearshift rods and fix the forks on the rods (pic. 74). Install a cleaned magnet and a gasket between the clutch and gearbox housings in the crankcase socket.
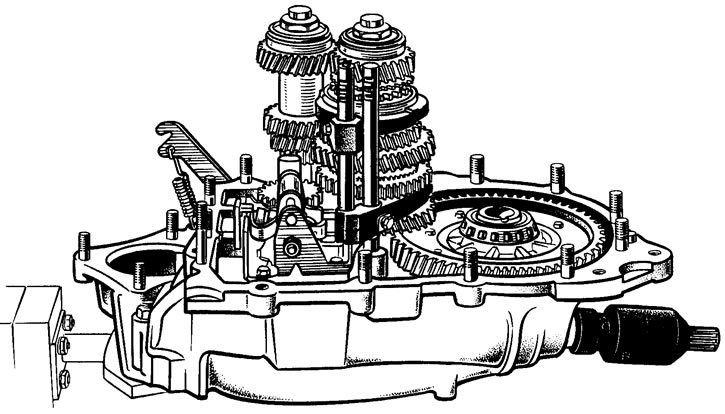
Pic. 74. Installing shift rods and forks
Select an adjusting ring for differential bearings as indicated below (see «Selection of an adjusting ring for differential bearings»). Install the selected adjusting ring and mandrel 67.7853.9575 into the socket of the gearbox housing (Cylindrical mandrel with outer diameter 72 mm and inner diameter 61 mm) press in the outer ring of the differential tapered roller bearing. Install the speedometer drive in place, and then install the gearbox housing on the clutch housing and fix it with nuts. Mounting rings are installed in the grooves of the bearings of the primary and secondary shafts. Install the retainers of the rods and the reverse fork, fix the cover of the retainers and wrap the plug of the reverse fork retainer.