
Attention! Boring and honing of cylinders must be carried out in specialized workshops.
Note 1: There are two overhaul cylinder sizes.
The first repair size: the diameter of the cylinders is increased by 0.4 mm.
Second repair size: diameter increased by 0.8 mm.
Even if defects are found in only one cylinder, it is necessary to bore all four cylinders to one repair size.
Note 2. There is a special device for measuring cylinders - a bore gauge.

1. Thoroughly clean the remnants of old gaskets from the surfaces of the cylinder block. Carefully inspect the block, especially at the holes for the block head bolts. If cracks appear on the block, it must be replaced.
2. Check the tightness of the cylinder block cooling jacket. To do this, plug the hole under the water pump and pour kerosene into the cooling jacket. If a kerosene leak is noticeable, then the unit is not airtight and must be replaced.

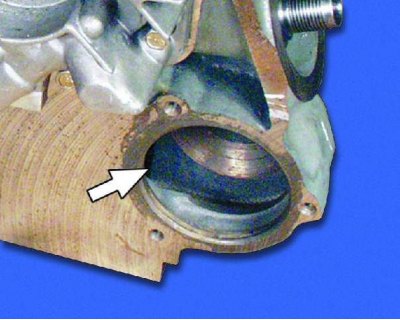
3. Examine the cylinders. If there are scratches, scuffs, shells and other defects on the cylinder mirror, bore the cylinders to the repair size (see note 1) or replace the cylinder block. In case of defects with a depth of more than 0.8 mm, the unit cannot be repaired and must be replaced. Clear a deposit in the top part of cylinders. If a belt has formed there due to cylinder wear, remove it with a scraper.
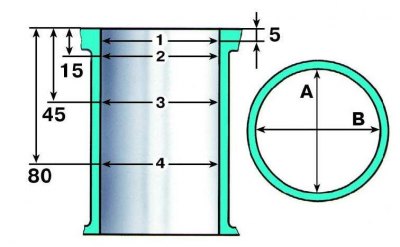
4. Measure the diameters of the cylinders in two perpendicular planes (along and across the cylinder block) and four belts (see note 2). If the result obtained in at least one cylinder exceeds the nominal value by more than 0.15 mm, it is necessary to bore the cylinders to the next repair size.
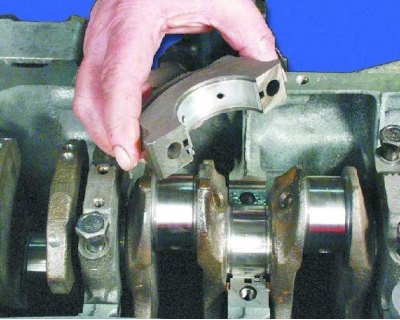
5. Check the clearances between the main bearing shells and the crankshaft journals. The nominal gap must be within 0.026–0.073 mm. The maximum allowable gap is 0.15 mm. If the result obtained exceeds 0.15 mm, the crankshaft must be ground to the next oversize and liners of the appropriate oversize should be installed.
The manufacturer recommends checking the gaps with a plastic gauge wire as follows:
- 1). Thoroughly clean beds and covers from oil deposits.
- 2). Clean the crankshaft journals and bearing shells.
- 3). Lay the crankshaft on the bed of the main bearings with the liners installed.
- 4). Place pieces of calibrated plastic wire on the crankshaft journals.
- 5). Install the main bearing caps with the liners installed in them, tighten the cap bolts and tighten to 82 Nm (8.2 kgf·m), without turning the crankshaft.
- 6). Remove the main bearing caps. The gap is determined by the degree of flattening of the wire using a scale printed on the wire package.
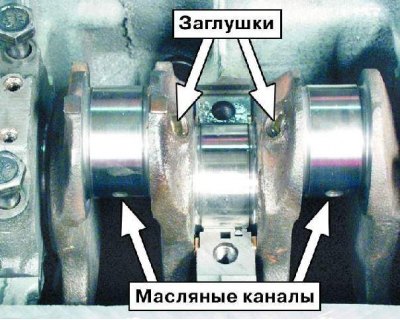
6. Thoroughly clean and flush the crankshaft oil passages. Do not press out the plugs yourself, if necessary, contact a service station.
7. If the main and connecting rod journals have minor scuffs, risks, scratches or wear of the journals exceeds 0.03 mm or the ovality of the journals is greater than 0.03 mm, then the journals must be ground to the nearest repair size. Then polish the necks and blunt the sharp edges of the chamfers of the oil channels with an abrasive cone. Wash the crankshaft and blow out the oil passages with compressed air. The ovality and taper of all necks should not exceed 0.005 mm. After grinding the necks, install the liners of the appropriate repair sizes. If the crankshaft is cracked, replace it.

8. Inspect the main bearing shells. If they have marks, scuffs, delaminations, inclusions of solid particles, etc., replace the liners.