
Disassembly
1. Remove the cylinder head (see "Cylinder head - removal and installation").
2. Remove the oil receiver (see "Oil receiver - removal").
3. Remove the oil pump (see "Oil pump - removal, disassembly, assembly and installation").
4. Remove the pressure and driven disks from the flywheel (see "Driven and pressure plates of coupling - replacement").
5. Remove the knock sensor from the cylinder block (see "Knock sensor (DD) - removal and inspection").
6. Remove the flywheel (see "Flywheel - removal, installation, replacement").
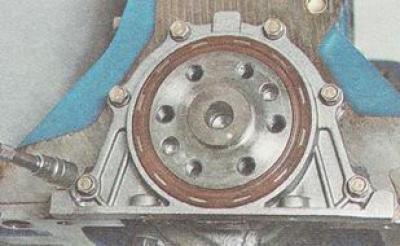
7. Using a 10 mm socket wrench, unscrew the six bolts of the crankshaft rear oil seal holder.
8. Remove the holder with the crankshaft oil seal.
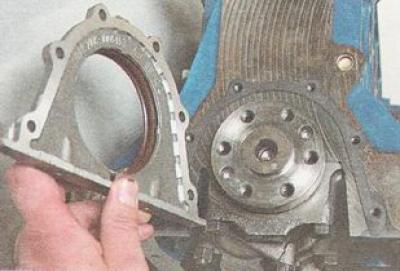
Note. A gasket is installed under the crankshaft oil seal holder.

9. We remove four pistons with connecting rods from the cylinder block (see items 1-9 "Piston rings - replacement").
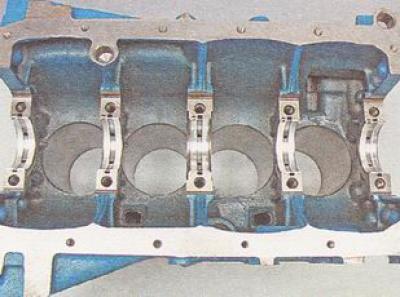
10. Using a 17 mm socket wrench, unscrew the two bolts of the five main bearing caps.
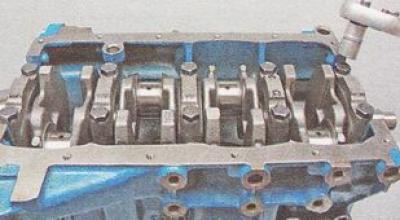
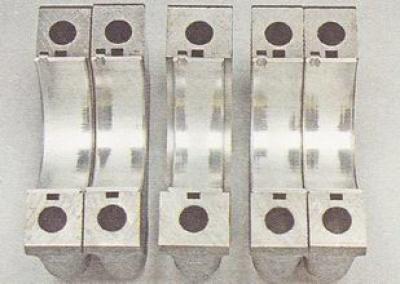
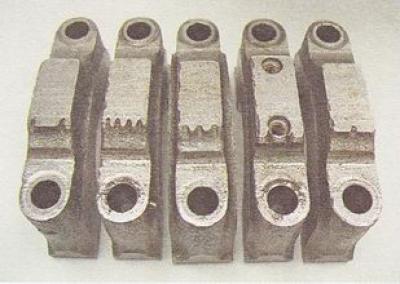
11. Remove the main bearing caps.
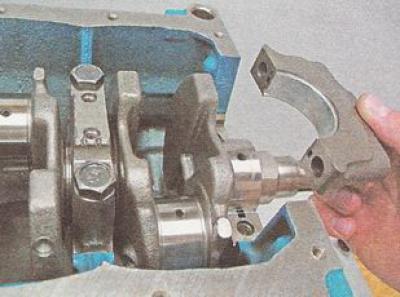
12. We take out the lower shells of the main bearings from the covers.

13. Remove the crankshaft from the cylinder block.
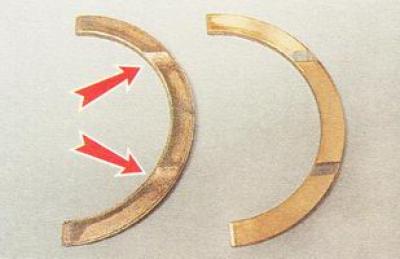
14. From the grooves of the third support we take out two half rings - thrust bearings for axial movement of the crankshaft.

15. Remove the upper main bearing shells from the cylinder block supports.

Checking details
1. We wash the cylinder block from dirt and deposits with a special detergent, diesel fuel or kerosene, and blow through the oil channels.
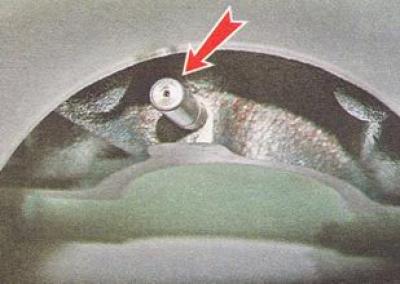
2. Clean the outlets of the oil nozzles with a thin copper wire.
3. Wipe the cylinder block dry and inspect it. Cracks and chipping of metal are unacceptable.
4. With a bore gauge we measure the inner diameter of the cylinders (see point 2 "Piston and connecting rod - replacement").
Note. The degree of wear of each cylinder can be determined by the difference in the readings of the caliper in different belts. With wear of more than 0.15 mm, the block should be subjected to cylinder boring for the repair dimensions of the pistons (see point 1 "Piston and connecting rod - replacement").
5. We measure the main and connecting rod journals of the crankshaft with a micrometer.
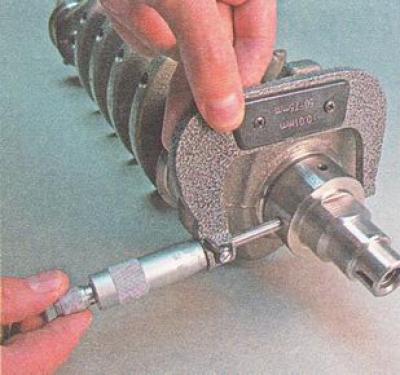
The crankshaft must be replaced or polished if the wear of its journals is more than 0.03 mm or the ovality of the journals is more than 0.03 mm, or there are scuffs and risks on the crankshaft journals. It is possible to grind the crankshaft journals with a decrease in their diameter by 0.25 mm; 0.5 mm; 0.75 mm and 1.00 mm.
Assembly
Recommendation. If the engine cylinders have been bored out, it is necessary to flush the cylinder block with diesel fuel or kerosene and blow it off with compressed air. After grinding the engine crankshaft journals, remove the plugs of the channel outlets. It is also necessary to flush the crankshaft with kerosene and blow the crankshaft passages with compressed air.
Warning. We install new plugs in the holes of the crankshaft oil channels.
Note. Before assembling the engine, select the appropriate rings, pins and pistons (see point 2 "Piston and connecting rod - replacement"), as well as the crankshaft bearing shells (see above).
1. Degrease the nests of the liners in the supports and main bearing caps.
2. We put liners with grooves in the sockets of the supports.
3. We put liners without grooves in the main bearing caps.
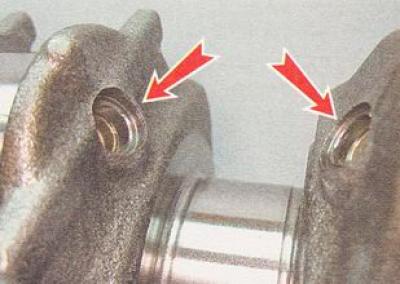
4. We install thrust half rings in the grooves of the third main support. From the front - steel-aluminum (white on the inside and yellow on the outside), from the back - ceramic-metal (yellow on both sides).
Note. Crankshaft half rings are manufactured in nominal and increased by 0.127 mm thickness. The axial movement of the crankshaft should be within 0.06-0.26 mm.
5. We install the crankshaft half rings with grooves outward (to the cheeks of the crankshaft).
6. Lubricate the crankshaft journals and liners with clean engine oil.
7. We put the crankshaft in the cylinder block supports and install the main bearing caps.
Note. Bearing numbers are marked on the main bearing caps (1 to 5). The cover of the fifth main bearing is marked with two risks spaced to the edges of the cover.
When installed in the block, the covers must face the side of the block on which the oil dipstick is installed.
8. We tighten the bolts of the main bearing caps with a torque wrench to a torque of 68.31-84.38 Nm (6,97-8,61) kgf-m.

Recommendation. Tightening the caps of the main bearings, we are convinced of the free rotation of the crankshaft. To do this, after tightening the bolts of the next cover, turn the crankshaft. It must be rotated by hand. If the crankshaft rotates tightly or is jammed, the bearing caps may be mixed up or the liners are incorrectly selected.
9. We assemble the connecting rod and piston group (see "Piston and connecting rod - replacement").
10. Install the pistons in the block cylinders (see "Piston rings - replacement").
Recommendation. Tightening the connecting rod caps, in the same way as mentioned above, check the free rotation of the crankshaft. Since more effort is required to rotate the crankshaft along with the pistons, a flywheel should be installed on the shaft and the shaft should be rotated for it.
The order of further assembly of the engine depends on the form in which it is necessary to install the engine on the car - assembled or partially disassembled. In any case, the engine should be assembled in the reverse order of disassembly.