
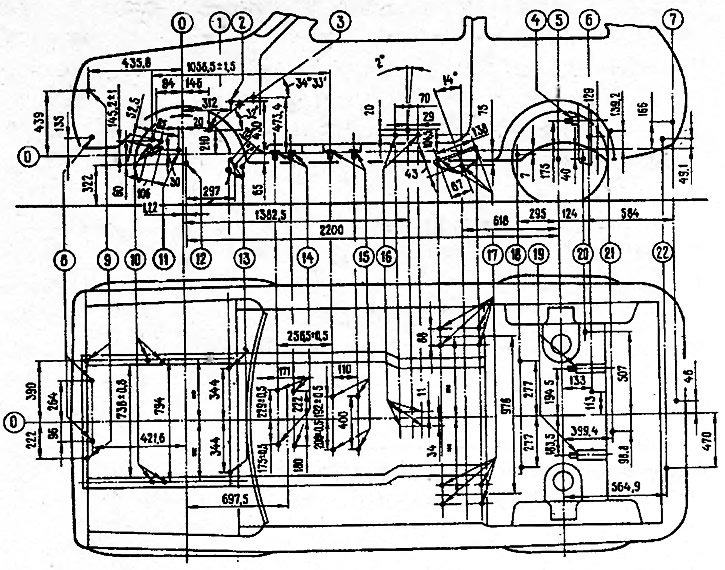
Pic. 8-4. Chassis attachment points: 0 - baselines; 1 - the center of the steering mechanism; 2 - axis of the brake and clutch pedals; 3 - axis of the steering wheel shaft; 4 - fastening of shock absorbers of the rear suspension; 5 - axis of the rear wheels; 6 - fastening of the front pipe of the main muffler; 7 - rear mount of the main muffler; 8 - lower radiator mount; 9 - upper radiator mount; 10 - fastening of the cross member of the front suspension; 11 - the center of the differential; 12 - the center of the wheel; 13 - mounting of the anti-roll bar; 14 - fastening of the rear suspension of the power unit; 15 - fastening of the transfer case; 16 - hand brake mount, 17 - front mount of the longitudinal rods of the rear suspension; 18 - rear attachment of longitudinal bars; 19 - fastening of shock absorbers of the rear suspension; 20 - fastening of the transverse rod of the rear suspension; 21 - front mounting of the main muffler; 22 - fastening the exhaust pipe of the main muffler
The equipment, on which the base points are controlled, is also used during repairs in combination with body straightening devices.
Deformed surfaces are repaired by mechanical or thermal action on the metal, as well as by filling dents with quick-hardening plastics or solder.
The rumpled plumage is melted, as a rule, manually using a special tool (metal, plastic, wooden hammers and various mandrels) and fixtures.
Heated straightening is used for upsetting (contractions) highly stretched panel surfaces. To prevent sharp swelling and deterioration of the mechanical properties of the panel, it is heated to 600-650°C (cherry red).
The diameter of the heated spot should be no more than 20-30 mm.
To tighten the surface, proceed as follows.
- with a gas burner, heat the metal from the periphery to the center of the defective area and, with the blows of a wooden mallet and hammer, upset the heated places using a flat support or anvil;
- repeat the heating and upsetting operations until a flat panel surface is obtained.
Irregularities in the panels can be smoothed out with polyester fillers, thermoplastics, cold curing epoxy putties and soldering.
Polyester putties form reliable bonds with panels that have been stripped down to metal. They are two-component materials: an unsaturated polyester resin and a hardener, which is a catalyst for the rapid curing of the mixture, regardless of the thickness of the putty layer. Drying time at a temperature of 20°C is 15-20 minutes, so there is no need to apply it in several layers, which reduces the duration of the putty application.
Corroded sections of body panels can be repaired with cold curing epoxy putties, which have high adhesion, sufficient strength and are easily applied to damaged areas.
The composition of mastics includes hardeners, plasticizers (to improve the plasticity of the resin and the impact strength of the cured epoxy), fillers (to reduce resin shrinkage and bring the coefficients of thermal expansion of resin and metal closer together).
Solders POSSu18-2, POSSu25-2 are used to level areas previously filled with solder, build up the edges of parts and to eliminate the gap. To prevent corrosion, it is better to use an acid-free soldering method.
In case of significant damage, the panels are replaced with new ones using resistance welding and electric welding in a protective gas environment.