
The support sleeve 3 is installed in the crankcase, making sure that its protrusions enter the crankcase holes. If it is necessary to replace the roller bearing 5, press it under a press with a mandrel 67.7853.9585.
Abundantly lubricating the rack teeth with FIOL-1 grease. and its other surfaces with a thin layer of the same lubricant, install the rail into the crankcase 4, sliding it through the support sleeve 3 until it stops in a special device to withstand the size (115±0,25) mm between the center of the drive gear and the outer end of the thrust stop.
Lubrication FIOL-1 is applied to the teeth of the drive gear and put into the ball bearing until it appears on the upper end of the bearing. Then install the gear assembly with the bearing in the crankcase. The maximum pressing force of the bearing is 1500 N. The total amount of lubricant for the rack, drive gear and bearing should be 20-30 g.
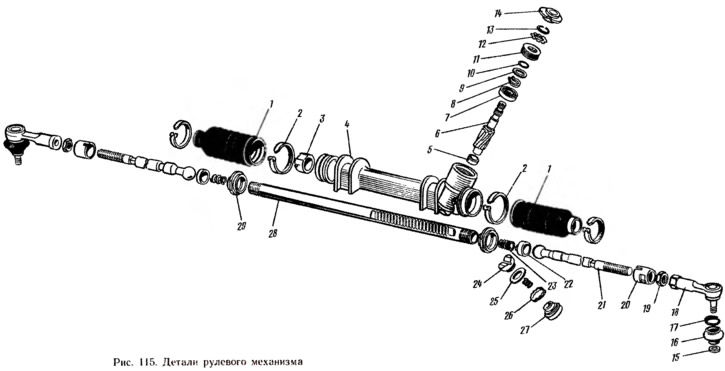
Wrench 67.7812.9536 tighten the drive gear nut to the torque (50±5) N·m, install the protective washer 9 (see fig. 115) and fill the cavity above the nut with UNIOL-1 grease.
Set the drive gear to the position of the rectilinear movement of the vehicle [determined by the size (115±0,25) mm, see fig. 114].
Install the stop 24 rails (see fig. 115) with sealing ring 25 until it stops in the rail (to the pointless state). Install the retaining ring 26, the stop spring and tighten the new nut 27 with a wrench 67.7812.9537 to a torque of 11-13 Nm, then loosen the nut by 2 divisions (24°), to provide a gap of up to 0.12 mm between the nut and the stop of the rail, necessary to compensate for the thermal expansion of parts and manufacturing tolerances for their manufacture. The moment of loosening the nut must be at least 4.51 Nm. Then mandrel 67.7853.95861 press on the gear shaft boot 14 (see fig. 115) so that marks A and B (see fig. 113) on the anther and on the crankcase coincided, and the anther fit snugly against the end of the crankcase. After that, they make sure that the moment of rotation of the gear in the region of the entire stroke lies in the range of 60-170 N cm at a speed of 30 min-1. If the gear torque is not within the specified limits, identify and eliminate the causes of seizing parts, paying special attention to the rack stop, drive gear and rack. Then tighten the nut 27 (see fig. 115) stop at two new opposite points by crimping the crankcase threads without affecting the nut. The position of the nut is marked with paint to control the position of the nut.
Assemble the inner hinge of the thrust tip, tightening the ball joint 20 with a moment that ensures free movement of the ball head of the thrust in the support without the presence of axial clearance. In this position, the locknut 29 is tightened to a torque of 78.5–88.3 Nm and the locknut collars are pressed into the grooves of the support and rail. When assembling the internal hinges, SHRUS-4 grease is applied in the cavity of the supports in the amount of 10 g for each support.
After assembly, make sure that there are no swellings and pinches on the protective covers 1 when the gear rotates at a frequency of 30 min-1, and the moment of rotation of the gear (at the same frequency) in the area of the entire stroke is in the range of 60-170 N cm (6.1—17.33 kgf cm). Otherwise, the causes of the identified defects are eliminated.
The torque of the gear is checked with a dynamometer 02.7812.9501 with an adapter sleeve 67.7812.9540.
If the outer tips 18 of the rods were removed, they are screwed onto the inner tips 21 and fixed with lock nuts 19.
Notes
1. Tubular mandrel ∅ 18 mm.