
Povlačenje
1. Instaliramo automobil na vidikovcu ili nadvožnjaku (cm. "Priprema vozila za održavanje i popravak").
2. Skinite glavu cilindra s motora (cm. "Brtva glave bloka cilindara karburatorskog motora - zamjena").
3. Uklonite korito motornog ulja (cm. "Karter motora - skidanje i ugradnja").
4. Odvijte matice kapica klipnjača (bez skidanja koljenastog vratila) te istisnuti klip s klipnjačom iz bloka cilindra (cm. "Radilica - skidanje i ugradnja").
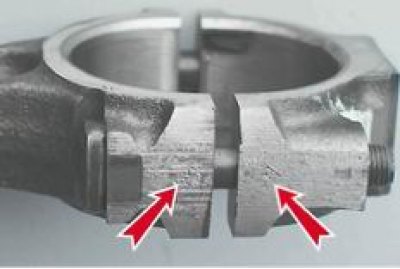
5. Izvadimo čelično-aluminijski umetak iz poklopca klipnjače.
Na klipnjači i poklopcu utisnut je broj cilindra u koji su ugrađeni.
6. Ugradimo klipnjaču u škripac i skinemo s klipa dva kompresiona prstena i jedan prsten za struganje ulja s ekspanderom.
Pažnja! Prilikom ponovne ugradnje, donji kompresijski prsten postavlja se skošeno prema dolje.
7. Kroz trn istisnemo prst iz klipnjače i izvadimo klip.

Slično, uklonite klipove preostalih cilindara.
Prije postavljanja klipne skupine na klipnjaču potrebno je odabrati njezine dijelove.
Izbor dijelova klipnjače i klipne skupine
1. Odaberemo klip na cilindar. Procijenjeni razmak između cilindra i klipa motora trebao bi biti 0,06-0,08 mm. Određuje se mjerenjem cilindara i klipova i osigurava ugradnjom klipova iste klase kao i cilindri. Maksimalni dopušteni razmak je 0,15 mm. Promjer klipa mjeri se u ravnini okomitoj na osovinicu klipa, na udaljenosti od 52,4 mm od krune klipa. Klipovi se izrađuju prema vanjskom promjeru pet klasa (A, B, C, D i E) kroz 0,01 mm, a prema promjeru rupe za osovinicu klipa - tri kategorije kroz 0,004 mm. Kao rezervni dijelovi dostupni su klipovi grupa A, C i E. Klasa klipa (pismo) i kategorija provrta osovinice klipa (broj) utisnut na dnu klipa.

Za pravilnu orijentaciju klipa u odnosu na cilindar na stijenci klipa (pored gazde) označite dovršenim "P", koji bi trebao biti usmjeren prema prednjem dijelu bloka cilindra.
Promjer cilindra mjerimo čeljusti u četiri zone, u uzdužnom i poprečnom smjeru motora.

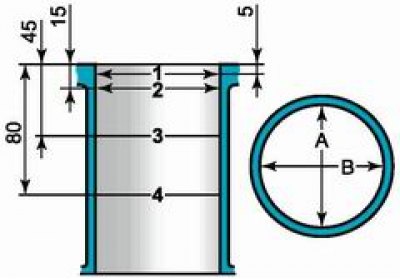
Shema za mjerenje promjera cilindara: 1, 2, 3 i 4 - brojevi remena; A i B - smjerovi mjerenja
U zoni remena 1, cilindri se praktički ne troše. Stoga, prema razlici u mjerenjima u prvom i ostalim remenima, prosuđujemo količinu istrošenosti cilindra.
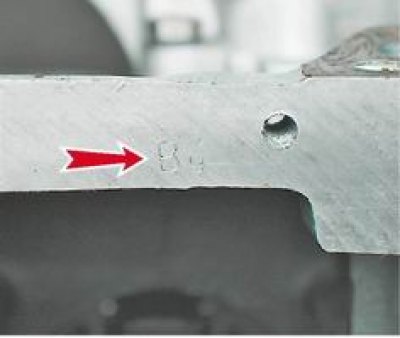
Cilindri su po promjeru podijeljeni u pet klasa svakih 0,01 mm: A, B, C, D i E.
Klasa cilindra utisnuta je na donjoj ravnini bloka.
2. Odaberemo prst na klip. Zatik je ugrađen u gornju glavu klipnjače s ometanjem i slobodno se okreće u izbočinama cilindra. Prema vanjskom promjeru, prsti su podijeljeni u tri kategorije kroz 0,004 mm. Kategorije su označene oznakom u boji na kraju prsta: plava - prva kategorija, zelena - druga, crvena - treća. Uparivanje osovinice klipa i klipa provjeravamo umetanjem osovinice klipa (podmazan motornim uljem) u rupe čepova klipa. Klipni klip mora se postaviti jednostavnim pritiskom palca i ne smije ispasti kada je prst u okomitom položaju.
3. Provjerite razmak između utora i klipnih prstenova. Razmaci moraju odgovarati vrijednostima navedenim u tablici 8.1.28.2 (Pogledaj ispod). Povećani zazor dovodi do brzog trošenja (razbijanje) klipni utori.

Tablica 8.1.28.1. Dimenzije glavnih parnih dijelova motora
|
Spajanje dijelova |
Dimenzije dijelova, mm |
Dopušteni razmak spojnih dijelova, mm |
||
|
Vratilo |
Rupa |
|||
|
Klip - cilindar (za motore VAZ-2103 i VAZ-2104) |
Klasa A |
75,94-75,95 |
76,00-76,01 |
0,15 |
|
Klasa B |
75,95-75,96 |
76,01-76,02 |
||
|
Klasa C |
75,96-75,97 |
76,02-76,03 |
||
|
Klasa D |
75,97-75,98 |
76,03-76,04 |
||
|
Klasa E |
75,98-75,99 |
76,04-76,05 |
||
|
Klip - cilindar (za VAZ-21067 motor) |
Klasa A |
78,94-78,95 |
79,00-79,01 |
0,15 |
|
Klasa B |
78,95-78,96 |
79,01-79,02 |
||
|
Klasa C |
78,96-78,97 |
79,02-79,03 |
||
|
Klasa D |
78,97-78,98 |
79,03-79,04 |
||
|
Klasa E |
78,98-78,99 |
79,04-79,05 |
||
|
Klipna osovinica - klip |
1. kategorija (plava etiketa) |
21,970-21,974 |
21,982-21,986 |
- |
|
2. kategorija (zelena oznaka) |
21,974-21,978 |
21,986-21,990 |
||
|
3. kategorija (crvena etiketa) |
21,978-21,982 |
21,990-21,994 |
||
|
Klipni klip - glava klipnjače |
21,970-21,982 |
21,940-21,960 |
- |
|
Tablica 8.1.28.2. Zazori u odgovarajućim utorima i klipnim prstenovima
|
Spajanje dijelova |
Dimenzije dijelova, mm |
Dopušteni razmak spojnih dijelova, mm |
|
|
visina prstena |
Širina utora |
||
|
Gornji kompresijski prsten - žlijeb klipa |
1,478-1,490 |
1,535-1,555 |
0,15 |
|
Donji kompresijski prsten - žlijeb klipa |
1,978-1,990 |
2,015-2,035 |
0,15 |
|
Prsten za struganje ulja - žlijeb klipa |
3,925-3,937 |
3,957-3,977 |
0,15 |
Tablica 8.1.28.3. Zazori klipnih prstenova
|
Ime prstena |
Veličina razmaka, mm |
|
Gornji kompresijski prsten |
0,30-0,45 |
|
Donji kompresijski prsten |
0,25-0,40 |
|
Prsten za struganje ulja |
0,25-0,40 |
Sastavljanje grupe klipnjača i klipa
1. Stavili smo prst 4 na trn 2, bez previše zatezanja graničnika 3.
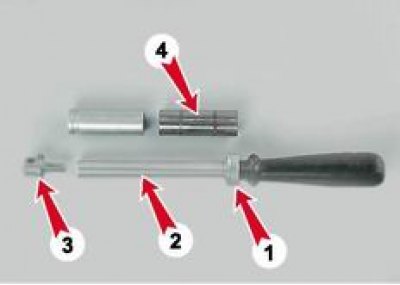
2. Prst klipnjače ohladite u zamrzivaču. Zagrijemo gornju glavu klipnjače na 240°C puhaljkom ili industrijskim sušilom za kosu, stegnemo klipnjaču u škripac i stavimo klip na nju (označiti "P" na klipu mora biti na strani otvora za izlaz ulja na donjoj glavi klipnjače).

3. Guramo prst montiran na trnu u rupe klipnih glava i gornje glave klipnjače dok se prstenasti remen 1 ne zaustavi na ručki u klipu.

4. Nakon hlađenja klipnjače, podmažite prst motornim uljem kroz tri rupe u svakoj glavi klipa i kroz razmak između klipnjače i klipnjače.
5. Podmažite klipne prstenove i utore motornim uljem. Postavljamo prstenove na klip i usmjeravamo brave prstenova. Brava gornjeg kompresijskog prstena treba biti smještena pod kutom od 30-45°u odnosu na os klipnog klipa, brava donjeg kompresijskog prstena treba biti usmjerena u suprotnom smjeru, a brava prstena za struganje ulja - pod kutom od 30-45°u odnosu na os klipnog klipa između bravica kompresijskih prstenova. Ugradite donji kompresijski prsten s utorom prema dolje. Ako je prsten označen "VRH" ili "TOR", trebao bi biti usmjeren prema dnu klipa. Spoj opružnog ekspandera prstena za struganje ulja mora se nalaziti na strani suprotnoj od brave prstena.
6. Nakon ugradnje prstenova, ugradite radilicu prema oznaci (klipovi 1. i 4. cilindra moraju biti u BMT) te naizmjenično u 2. i 3. cilindar uvoditi klipove s prstenovima i klipnjačama. Istovremeno, oznake "P" na klipovima moraju biti usmjereni prema prednjem dijelu bloka cilindra. Za savijanje prstenova preporuča se koristiti trn prikazan na fotografiji.

Nakon toga postavljamo klipnjače na mjesto, prethodno ih i rukavce radilice podmažemo motornim uljem, te spojimo klipnjače na rukavce radilice. Postavljamo poklopce prema oznakama i zatežemo ih maticama na moment od 43,4-53,5 Nm. Okrećući radilicu za 180°, spajamo klipnjače 1. i 4. cilindra na radilicu. Provjerite lakoću rotacije radilice.
7. Ugradnja preostalih uklonjenih dijelova provodi se obrnutim redoslijedom.
8. Napunite motor motornim uljem (cm. "Motorno ulje - provjera i promjena razine").
10. Podesite napetost lanca (cm. "Razvodni lanac - zamjena").
11. Podesite razmak između poluga i bregastog vratila (cm. "Zazor između poluga ventila i bregastog vratila - podešavanje").
12. Podesite napetost pogonskog remena generatora (cm. "Pogonski remen alternatora - podešavanje napetosti i zamjena").
13. Na motoru s rasplinjačem provjeravamo i po potrebi korigiramo vrijeme paljenja (cm. "Vrijeme paljenja - provjera i podešavanje").
14. Napunite sustav rashladnom tekućinom (cm. "Rashladna tekućina - provjera razine i zamjena").
15. Pokrećemo motor i radimo ga u praznom hodu 20-30 minuta, postupno povećavajući broj okretaja radilice na 2000 o/min. Dok motor radi kontroliramo nepropusnost sustava motora, tlak ulja, temperaturu rashladne tekućine. Ako se tijekom rada motora otkriju vanjski zvukovi, zaustavljamo motor kako bismo uklonili uzroke njihove pojave.