
Dopuszczalne bicie głównych powierzchni wału korbowego
Badanie
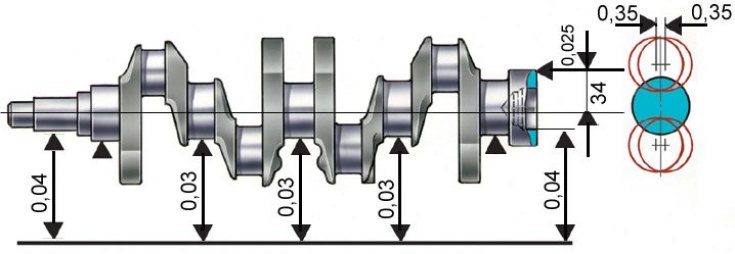
1. Zamontować wał korbowy na dwóch pryzmatach (patrz ryc. Dopuszczalne bicie głównych powierzchni wału korbowego) i sprawdź wskaźnikiem:
- bicie głównych dzienników (maksymalne dopuszczalne 0,03 mm);
- bicie powierzchni oporowych pod kołem zębatym i łożyskiem wałka wejściowego skrzyni biegów (maksymalne dopuszczalne 0,04 mm);
- przesunięcie osi czopów korbowodu od płaszczyzny przechodzącej przez osie korbowodu i czopów głównych (maksymalna dopuszczalna±0,35 mm);
- nieprostopadłość względem osi wału korbowego powierzchni końcowej kołnierza. Podczas obracania wału wskaźnik zamontowany z boku w odległości 34 mm (patrz ryc. Dopuszczalne bicie głównych powierzchni wału korbowego) od osi wału nie powinien wykazywać bicia większego niż 0,025 mm.
2. Pęknięcia nie są dozwolone na głównych czopach korbowodu i na policzkach wału korbowego. Jeśli zostaną znalezione, wymień wał.
3. Na powierzchniach wału korbowego łączenie się z krawędziami roboczymi uszczelek, zadrapania, wyszczerbienia i zagrożenia są niedozwolone.
4. Zmierz średnice czopów głównych i korbowodów. Szyjki należy oszlifować, jeśli ich zużycie jest większe niż 0,03 mm lub owalność szyjek jest większa niż 0,03 mm, a także jeśli na szyjkach występują rysy i ślady.
Szlifowanie szyi
1. Zeszlifować czopy korbowodu i głównego, zmniejszając o 0,25 mm, aby uzyskać, w zależności od stopnia zużycia, średnice odpowiadające wartościom podanym w tabeli. Średnice czopów korbowodu, mm i tab. Średnice głównych czopów, mm, i promienie zaokrągleń szyjki, jak pokazano na ryc. Główne wymiary korbowodu i głównych czopów wału korbowego oraz ich zaokrągleń.
2. Po szlifowaniu i późniejszym wykończeniu szyjek dobrze wypłucz wał korbowy, aby usunąć pozostałości ścierne. Kanały smarowania przy wykręconych korkach przepłukać kilka razy benzyną pod ciśnieniem. Na pierwszym policzku wału korbowego zaznacz wielkość redukcji czopów głównego i korbowodu (np. K 0,25, W 0,50).
3. Owalność i zbieżność czopów głównych i korbowodów po szlifowaniu nie powinna przekraczać 0,007 mm.
Średnice czopów korbowodu, mm
Ocenione | zredukowany | |||
0,25 | 0,50 | 0,75 | 1,0 | |
47,814 | 47,564 | 47,314 | 47,064 | 46,814 |
47,834 | 47,584 | 47,334 | 47,084 | 46,834 |
Średnice głównych czopów, mm
Ocenione | zredukowany | |||
0,25 | 0,50 | 0,75 | 1,0 | |
50,775 | 50,525 | 50,275 | 50,025 | 49,775 |
50,795 | 50,545 | 50,295 | 50,045 | 49,795 |