
Dopuszczalne bicie głównych powierzchni wału korbowego
Średnice czopów korbowodu, mm
Ocenione | zredukowany | |||
0,25 | 0,50 | 0,75 | 1,0 | |
47,814 | 47,564 | 47,314 | 47,064 | 46,814 |
47,834 | 47,584 | 47,334 | 47,084 | 46,834 |
Średnice głównych czopów, mm
Ocenione | zredukowany | |||
0,25 | 0,50 | 0,75 | 1,0 | |
50,775 | 50,525 | 50,275 | 50,025 | 49,775 |
50,795 | 50,545 | 50,295 | 50,045 | 49,795 |
Badanie
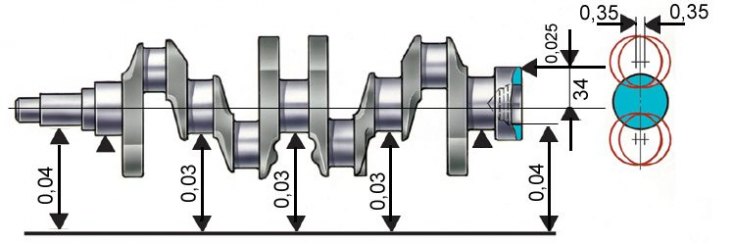
1. Zamontować wał korbowy na dwóch pryzmatach i sprawdzić za pomocą wskaźnika:
- bicie głównych dzienników (maksymalne dopuszczalne 0,03 mm);
- bicie powierzchni oporowych pod kołem zębatym i łożyskiem wałka wejściowego skrzyni biegów (maksymalne dopuszczalne 0,04 mm);
- przesunięcie osi czopów korbowodu od płaszczyzny przechodzącej przez osie korbowodu i czopów głównych (maksymalna dopuszczalna±0,35 mm);
- nieprostopadłość względem osi wału korbowego powierzchni końcowej kołnierza. Podczas obracania wału wskaźnik zamontowany z boku w odległości 34 mm od osi wału nie powinien wykazywać bicia większego niż 0,025 mm.
2. Pęknięcia nie są dozwolone na głównych czopach korbowodu i na policzkach wału korbowego. Jeśli zostaną znalezione, wymień wał.
3. Na powierzchniach wału korbowego łączenie się z krawędziami roboczymi uszczelek, zadrapania, wyszczerbienia i zagrożenia są niedozwolone.
4. Zmierz średnice czopów głównych i korbowodów. Szyjki należy oszlifować, jeśli ich zużycie jest większe niż 0,03 mm lub owalność szyjek jest większa niż 0,03 mm, a także jeśli na szyjkach występują rysy i ślady.
Szlifowanie szyi
1. Zeszlifować czopy korbowodu i korbowodu, zmniejszając o 0,25 mm, tak aby uzyskać w zależności od stopnia zużycia średnice odpowiadające wartościom (patrz tabela. Średnice czopów korbowodu, mm i tab. Średnice głównych czopów, mm) i promienie zaokrąglenia szyjki, jak wskazano (patrz ryc.