
Schemat prostowania belki tylnej osi
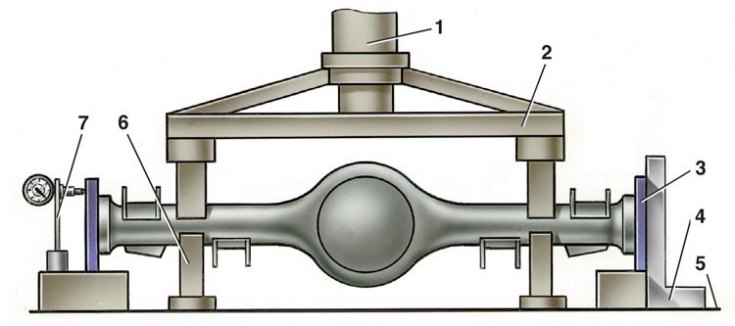
1 - siłownik hydrauliczny; 2 - trawers mocujący; 3 - kołnierz А.70172; 4 - kwadrat; 5 - stół prasowy; 6 - podkreślenie; 7 - podstawka wskaźnika
1. Przymocuj kołnierze A.70172 do każdego końca belki (używany podczas prostowania, a nie podczas sprawdzania belek) i zamontować na wspornikach prasy hydraulicznej tak, aby końce belki mocującej 2 znalazły się w strefie odkształcenia belki. Najbardziej prawdopodobne położenie strefy deformacji znajduje się w odległości 200–300 mm od końców półek belki.
2. Zamontować podstawkę 7 ze wskaźnikiem tak, aby nóżka wskaźnika opierała się o górną część bocznej powierzchni kołnierza, a wskazówka wskaźnika znajdowała się na działce równej wartości odkształcenia belki mierzonej sondą podczas sprawdzania belki. Po drugiej stronie belki zamontuj stojak ze wskaźnikiem lub kątownik 4.
3. Zainstalowany pod belką (w strefie deformacji) ograniczników 6, wyprostować belkę prasą hydrauliczną kolejno w płaszczyźnie poziomej i pionowej, kontrolując wyniki prostowania za pomocą wskaźnika lub sondy na kwadracie 4.
4. Maksymalna siła prasy podczas prostowania belki nie powinna przekraczać 98000 N (10 000 kgf), aby uniknąć nadmiernego odkształcenia przekroju obudowy.
Uwaga! Przy wysokości zatrzymania 6, dobranej empirycznie, wiązkę można skorygować bez sprawdzania za pomocą kwadratu lub wskaźnika.
5. Zdejmij belkę z prasy i sprawdź jak wyżej, zastępując kołnierze A.70172 "weryfikacja".
6. W przypadku braku odpowiedniego wyposażenia, w drodze wyjątku, dopuszcza się edycję belki tylnej osi po kolei z każdej strony, ale z obowiązkowym sprawdzeniem odkształcenia belki z obu stron (cm. podsekcja 5.4.4).