
Wywiercić wiertłem ∅ 6 mm punkty zgrzewania oporowego ściany bocznej 2 (Ryż. 175) z błotnikiem 12, łącznikiem ściany bocznej i przedniej 9, słupkiem szyby wewnętrznej 1, belkami dachowymi i wzmocnieniami, rowkiem tylnej klapy, panelem burty wewnętrznej 7, poszerzeniami, zaślepką (tylko prawa strona), nakładki 5 i wzmacniacze 8 ścian bocznych.
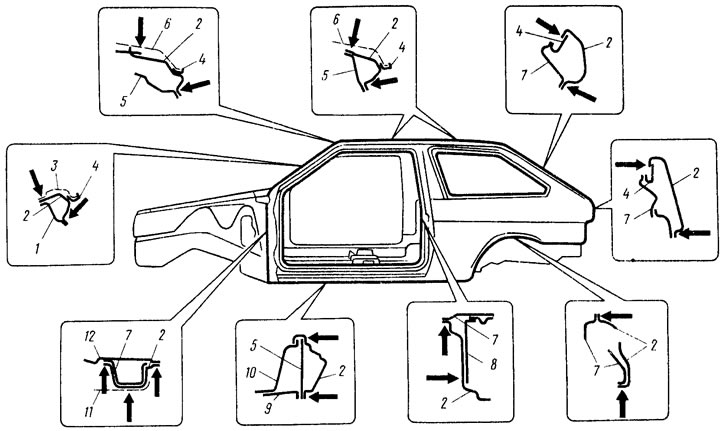
Ryż. 175. Wymiana panelu bocznego: 1 - słupek wewnętrzny szyby przedniej; 2 - wymienny panel boczny; 3 - panel ramy okna wiatrowego; 4 - rowki spustowe; 5 - nakładki; 6 - panel dachowy; 7 - wewnętrzny panel boczny; 8 - wzmacniacze boczne; 9 - łączniki ścian bocznych; 10 - panel podłogowy; 11 - przednie skrzydło; 12 - błotnik; Strzałki na fragmentach wskazują miejsca nawierceń punktów zgrzewania oporowego
Zdejmij panel boczny, wyprostuj krawędzie współpracujących części i wyczyść je szlifierką po obu stronach. Wiercone wiertłem ∅ 5 mm (punkty nawierceń na słupkach nadwozia pokazano na rys. 176) otwory na krawędziach nowego panelu w miejscach zgrzewania w rozstawie: z panelem dachu w otworze drzwi 40 mm, z panelem ramy przedniej szyby 45 mm, w otworze tylnej klapy 60 mm (u dołu na długości 140 mm w odstępach co 30 mm), z wtyczką (tylko dla prawej strony) 35 mm, z wewnętrznym panelem bocznym od panelu tylnego do dolnej listwy 30 mm, w pozostałych miejscach 40 mm.
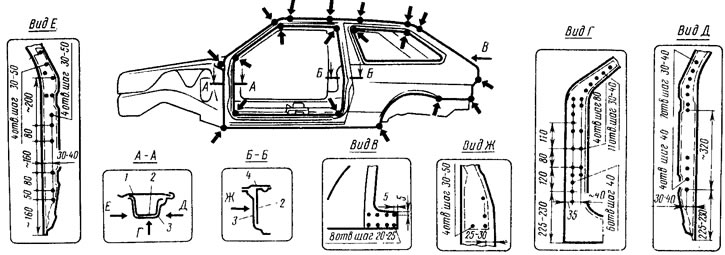
Ryż. 176. Punkty spawania ścian bocznych na słupkach nadwozia: 1 - błotnik; 2 - wzmacniacze rackowe; 3 - panel boczny, 4 - panel boczny wewnętrzny
Oczyść krawędzie panelu, zamontuj go na korpusie i przymocuj chwytakami. Umieszczają drzwi, przedni błotnik na miejscu i sprawdzają dopasowanie ściany bocznej pod kątem równomiernych szczelin z drzwiami i błotnikami po obu stronach samochodu. Zespawaj panel w rogach za pomocą spawania gazowego (na ryc. Strzałki z kropkami pokazują 176 punktów spawania). Jako lut można użyć jednego z mosiężnych prętów L62, L63, LNKMts o średnicy 2-3 mm.
Sprawdza się dopasowanie panelu, zdejmuje się drzwi i błotnik, a panel boczny jest spawany wzdłuż wywierconych punktów za pomocą spawania elektrycznego w środowisku dwutlenku węgla drutem Sv.08G1S o średnicy 0,8 mm. Pod koniec spawania przeprowadzane są prace malarskie, a usunięte elementy i części są umieszczane na miejscu.