
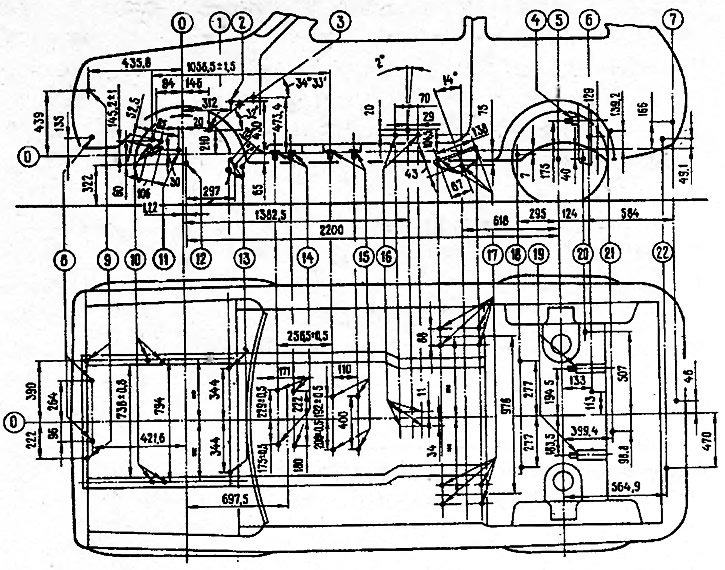
Ryż. 8-4. Punkty mocowania podwozia: 0 - linie bazowe; 1 - środek mechanizmu kierowniczego; 2 - oś pedałów hamulca i sprzęgła; 3 - oś wału kierownicy; 4 - mocowanie amortyzatorów tylnego zawieszenia; 5 - oś tylnych kół; 6 - mocowanie przedniej rury tłumika głównego; 7 - tylne mocowanie tłumika głównego; 8 - dolne mocowanie chłodnicy; 9 - górne mocowanie chłodnicy; 10 - mocowanie belki poprzecznej przedniego zawieszenia; 11 - środek mechanizmu różnicowego; 12 - środek koła; 13 - mocowanie stabilizatora; 14 - mocowanie tylnego zawieszenia jednostki napędowej; 15 - mocowanie skrzyni rozdzielczej; 16 - mocowanie hamulca ręcznego, 17 - przednie mocowanie drążków wzdłużnych tylnego zawieszenia; 18 - tylne mocowanie podłużnic; 19 - mocowanie amortyzatorów tylnego zawieszenia; 20 - mocowanie poprzecznego drążka tylnego zawieszenia; 21 - przednie mocowanie tłumika głównego; 22 - mocowanie rury wydechowej tłumika głównego
Sprzęt, na którym kontrolowane są punkty bazowe, wykorzystywany jest również podczas napraw w połączeniu z urządzeniami do prostowania karoserii.
Odkształcone powierzchnie naprawiane są poprzez oddziaływanie mechaniczne lub termiczne na metal, a także poprzez wypełnianie wgnieceń szybko twardniejącymi tworzywami sztucznymi lub lutem.
Zmięte upierzenie topi się z reguły ręcznie za pomocą specjalnego narzędzia (metalowe, plastikowe, drewniane młotki i różne trzpienie) i wyposażenie.
Podgrzane prostowanie służy do spęczania (skurcze) mocno rozciągnięte powierzchnie paneli. Aby zapobiec gwałtownemu pęcznieniu i pogorszeniu właściwości mechanicznych panelu, jest on podgrzewany do temperatury 600-650°C (wiśniowo-czerwony).
Średnica ogrzewanego miejsca nie powinna przekraczać 20-30 mm.
Aby dokręcić powierzchnię, wykonaj następujące czynności.
- za pomocą palnika gazowego podgrzać metal od obwodu do środka wadliwego obszaru i uderzeniami drewnianego młotka i młotka przewrócić nagrzane miejsca za pomocą płaskiej podpory lub kowadła;
- powtarzać operacje ogrzewania i spęczania, aż do uzyskania płaskiej powierzchni płyty.
Nierówności w panelach można wyrównać szpachlówkami poliestrowymi, termoplastami, szpachlówkami epoksydowymi zimnoutwardzalnymi oraz lutowaniem.
Szpachlówki poliestrowe tworzą niezawodne połączenie z panelami, które zostały rozebrane do metalu. Są to materiały dwuskładnikowe: nienasycona żywica poliestrowa oraz utwardzacz, który jest katalizatorem szybkiego utwardzania mieszanki, niezależnie od grubości warstwy szpachli. Czas schnięcia w temperaturze 20°C wynosi 15-20 minut, dzięki czemu nie ma potrzeby nakładania go w kilku warstwach, co skraca czas aplikacji szpachli.
Skorodowane fragmenty karoserii można naprawić za pomocą zimnoutwardzalnych szpachlówek epoksydowych, które charakteryzują się wysoką przyczepnością, wystarczającą wytrzymałością i łatwo nakładają się na uszkodzone miejsca.
Skład mastyksu obejmuje utwardzacze, plastyfikatory (w celu poprawy plastyczności żywicy i udarności utwardzonej żywicy epoksydowej), wypełniacze (w celu zmniejszenia skurczu żywicy i zbliżenia współczynników rozszerzalności cieplnej żywicy i metalu).
Luty POSSu18-2, POSSu25-2 służą do wyrównywania miejsc uprzednio wypełnionych lutem, nadbudowy krawędzi części oraz likwidacji szczeliny. Aby zapobiec korozji, lepiej jest zastosować metodę lutowania bezkwasowego.
W przypadku znacznych uszkodzeń panele wymieniane są na nowe metodą zgrzewania oporowego oraz elektrycznego w atmosferze gazu ochronnego.