
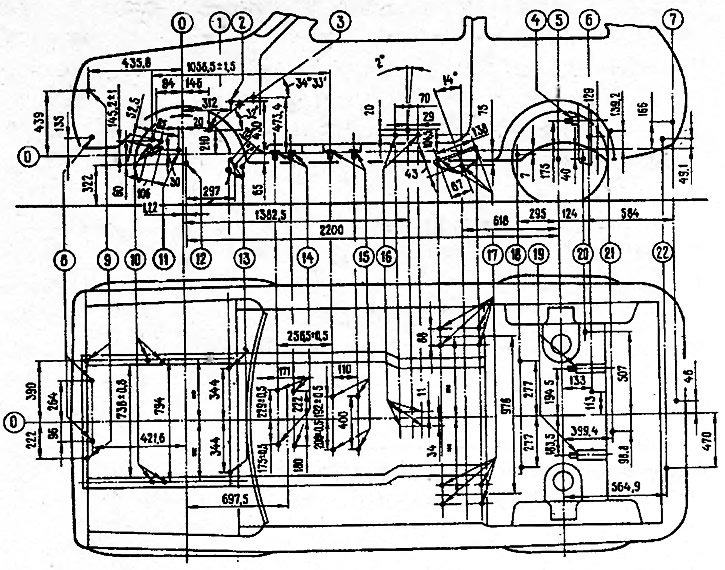
Orez. 8-4. Puncte de atașare a șasiului: 0 - linii de bază; 1 - centrul mecanismului de direcție; 2 - axa pedalelor de frână și ambreiaj; 3 - axa arborelui volanului; 4 - fixarea amortizoarelor suspensiei spate; 5 - axa roților din spate; 6 - fixarea conductei frontale a tobei de eșapament principal; 7 - suportul din spate al amortizorului principal; 8 - suport radiator inferior; 9 - suport radiator superior; 10 - fixarea traversei suspensiei fata; 11 - centrul diferenţialului; 12 - centrul roții; 13 - montarea barei antiruliu; 14 - fixarea suspensiei spate a unității de alimentare; 15 - fixarea cutiei de transfer; 16 - suport frână de mână, 17 - suport față a tijelor longitudinale ale suspensiei spate; 18 - atașarea spate a barelor longitudinale; 19 - fixarea amortizoarelor suspensiei spate; 20 - fixarea tijei transversale a suspensiei spate; 21 - montarea frontală a tobei de eșapament principal; 22 - fixarea țevii de evacuare a tobei de eșapament principal
Echipamentul, pe care sunt controlate punctele de bază, este utilizat și în timpul reparațiilor în combinație cu dispozitivele de îndreptare a corpului.
Suprafețele deformate sunt reparate prin acțiune mecanică sau termică asupra metalului, precum și prin umplerea golurilor cu materiale plastice cu întărire rapidă sau lipire.
Penajul șifonat este topit, de regulă, manual, folosind un instrument special (ciocane din metal, plastic, lemn și diverse dornuri) și instalații.
Îndreptarea încălzită este folosită pentru supărare (contractii) suprafețele panourilor foarte întinse. Pentru a preveni umflarea ascuțită și deteriorarea proprietăților mecanice ale panoului, acesta este încălzit la 600-650°C (roșu cireș).
Diametrul locului încălzit nu trebuie să depășească 20-30 mm.
Pentru a strânge suprafața, procedați după cum urmează.
- cu un arzător pe gaz, se încălzește metalul de la periferie până în centrul zonei defectuoase și, cu lovituri de ciocan și ciocan de lemn, răsturnează locurile încălzite folosind un suport plat sau nicovală;
- repeta operatiile de incalzire si de deranjare pana se obtine o suprafata plana a panoului.
Neregulile din panouri pot fi netezite cu materiale de umplutură din poliester, materiale termoplastice, chituri epoxidice cu întărire la rece și lipire.
Chiturile din poliester formează legături fiabile cu panourile care au fost decoperite până la metal. Sunt materiale cu două componente: o rășină poliesterică nesaturată și un întăritor, care este un catalizator pentru întărirea rapidă a amestecului, indiferent de grosimea stratului de chit. Timpul de uscare la temperatura de 20°C este de 15-20 de minute, deci nu este nevoie de aplicarea lui in mai multe straturi, ceea ce reduce durata de aplicare a chitului.
Secțiunile corodate ale panourilor caroseriei pot fi reparate cu chituri epoxidice cu întărire la rece, care au aderență ridicată, rezistență suficientă și sunt ușor de aplicat pe zonele deteriorate.
Compoziția masticurilor include întăritori, plastifianți (pentru a îmbunătăți plasticitatea rășinii și rezistența la impact a epoxidului întărit), umpluturi (pentru a reduce contracția rășinii și a apropia coeficienții de dilatare termică ai rășinii și ai metalului).
Lipiturile POSSu18-2, POSSu25-2 sunt folosite pentru a nivela zonele umplute anterior cu lipit, pentru a construi marginile pieselor și pentru a elimina golurile. Pentru a preveni coroziunea, este mai bine să utilizați o metodă de lipire fără acid.
In caz de deteriorare semnificativa, panourile sunt inlocuite cu altele noi folosind sudura prin rezistenta si sudura electrica in mediu de gaz protector.