
Профил седишта усисног вентила
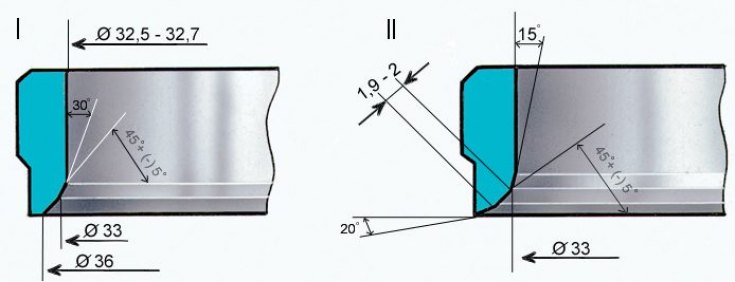
И - ново седиште; ИИ - седиште након поправке
Профил седишта издувног вентила
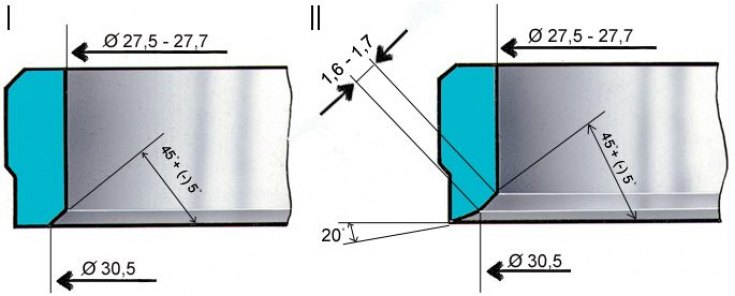
И - ново седиште; ИИ - седиште након поправке
Облик скошења седишта вентила приказан је на сл. Профил седишта улазног вентила и сл. Профил седишта издувног вентила.
На радним косинама седла (контактна површина вентила) не би требало да буде удубљења, корозије или оштећења. Мања оштећења се могу поправити брушењем седишта. Истовремено, уклоните што је могуће мање метала. Можете млети и ручно и са млином.
Млевење
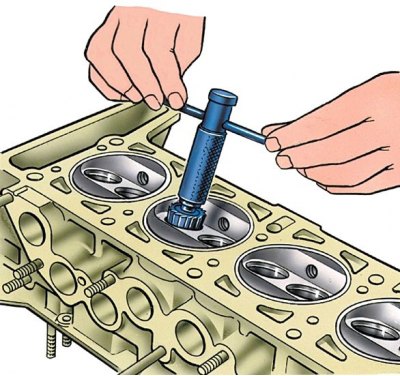
1. Поставите главу на постоље А.60353, уметните вретено А.94059 у вођицу вентила и очистите ивице седишта од наслага угљеника помоћу упуштача А.94031 и А.94092 за седишта и упуштаче издувних вентила А.94003 и А.94101 за седишта усисних вентила. Упуштачи су постављени на вретено А.94058 и центрирани помоћу водилице А.94059.
Пажња! А.94059 шипке су доступне у два различита пречника: А.94059/1 за вођице усисног вентила и А.94059/2 за вођице издувних вентила.
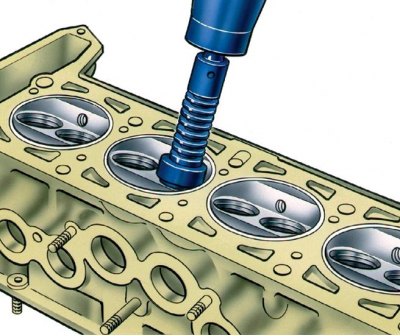
2. Ставите опругу А.94069/5 на водилицу А.94059, уградите конусни круг А.94078 за седишта издувног вентила или круг А.94100 за усисна седишта на вретену А.94069 вентиле, фиксирајте вретено у брусилицу и избрусите седиште вентила.
3. У тренутку када точак додирне седиште, машина мора бити искључена, иначе ће доћи до вибрација и косина ће бити нетачна.
4. Препоручљиво је чешће облачити точак дијамантом.
5. За седишта издувних вентила, подесите ширину ивице на вредности приказане на сл. Профил седишта издувног вентила, упуштач А.94031 (угао 20°) и упуштача А.94092, који елиминише очвршћавање на унутрашњем пречнику. Упуштачи се постављају на вретено А.94058 и, као и код брушења, центрирају се шипком А.94059.
6. На седиштима улазног вентила, подесите ширину закошености према вредностима приказаним на сл. Профил седишта улазног вентила, прво обрадити унутрашњу ивицу са упуштачем А.94003 да би се добила величина пречника 33 мм, а затим 20°скошену косину са упуштачем А.94101 до радног упуста ширине од Добија се 1,9–2,0 мм.