
Провера аксијалног зазора радилице
Аксијално кретање радилице је ограничено са два потисна полупрстена постављена са обе стране задњег главног лежаја. На предњој страни лежаја уграђен је челично-алуминијумски полупрстен, а на задњој страни метал-керамички полупрстен (жута боја). Полупрстенови су направљени нормалне дебљине (2.310–2.360 мм) и повећана (2,437–2,487 мм).
1. Аксијални зазор између потисних подложака и потисних површина радилице се проверава на следећи начин:
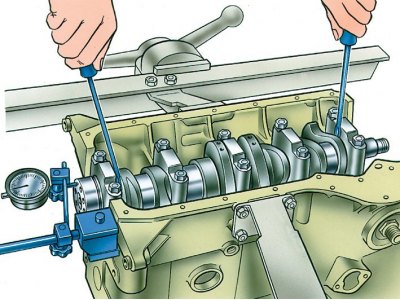
- поставите индикатор на магнетно постоље и уметните крајеве два одвијача као што је приказано на слици;
- померите осовину шрафцигерима и проверите аксијални зазор на индикатору, који треба да буде у опсегу од 0,06–0,26 мм.
2. Ако зазор прелази максимално дозвољених 0,35 мм, замените потисне подлошке другим које су веће за 0,127 мм.
Пажња! Аксијални зазор радилице се такође може проверити на мотору уграђеном на возило помоћу алата 67.8701.9510. У овом случају, аксијално кретање радилице се ствара притиском и отпуштањем педале квачила, а вредност аксијалног зазора се одређује кретањем предњег прстена радилице.