
Глава цилиндра
Пре провере, поставите главу цилиндра на постоље у облику металног или дрвеног оквира, уклоните наслаге угљеника са зидова комора за сагоревање и са површине издувних канала конвенционалном металном четком или електричном бушилицом. Очистите и прегледајте улазне пролазе и пролазе за довод уља до полуга за активирање вентила.
Ако је било случајева да расхладна течност уђе у уље, онда проверите затегнутост главе цилиндра, за шта поставите чепове 1, 2, 4 на главу (пиринач. 16) са заптивкама укљученим у комплет алата А.60344 и причврстите доњу плочу 3. Уградите прирубницу 5 са прикључком за довод воде и пумпајте воду унутар главе под притиском од 5 кгф / цм2. У року од 2 минута не сме се приметити цурење воде из главе цилиндра мотора.
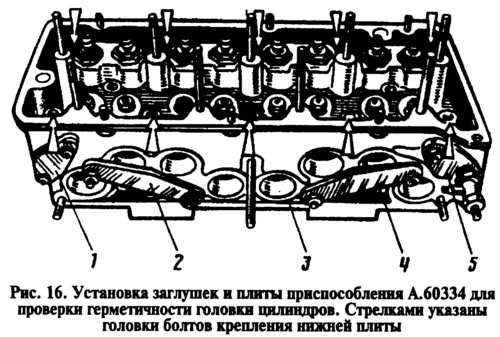
Главу цилиндра можете проверити компримованим ваздухом, за који делове укључене у комплет А.60334 уградите на главу цилиндра, спустите је у купатило са водом загрејаном на 60-80°Ц и оставите да се загреје 5 минута. Убаците компримовани ваздух унутар главе под притиском од 1,5-2 кгф / цм2. У року од 1-1,5 минута, ваздух не би требало да излази из главе. Ако се пронађу пукотине, замените главу цилиндра.
Седишта вентила
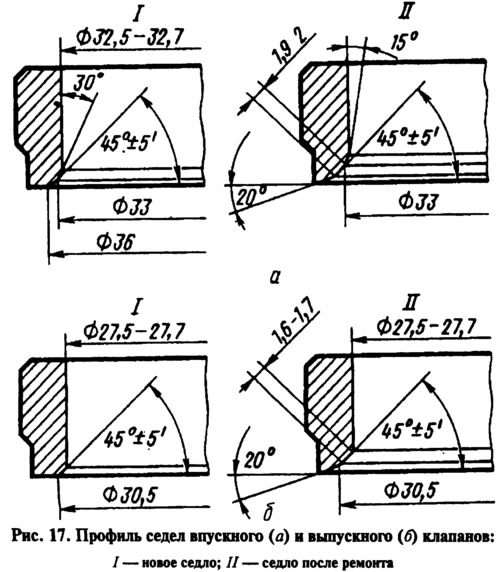
Седла (пиринач. 17) не би требало да има на радним косинама (контактна површина вентила) удубљења, корозија и друга оштећења. Мања оштећења на површини радних ивица треба поправити брушењем брусилицом или ручно.
За брушење, поставите главу цилиндра на постоље А.60353 или метални или дрвени оквир и уметните вретено А.94059 у вођицу вентила (постоје две шипке различитих пречника: А.94059/1 за вођице улазних вентила и А.94059/2 за чауре издувних вентила). Уклоните чађ и стврдњавање са ивица седишта помоћу упуштача А.94003 и А.94101 за седишта усисних вентила и А.94031 и А.94092 упуштача за седишта издувних вентила. Упуштачи су постављени на вретено А.94058 и центрирани помоћу водилица А.94059.
Након чишћења ивица, ставите опругу А.94059/5 на шипку А.94059, уградите на вретено А.94069 конусни круг А.94078 за седишта издувних вентила или круг А.94100 за седишта усисног вентила, причврстите вретено у машини за млевење и избрусити седиште, уз уклањање што мање метала.
У тренутку када точак додирне седиште, машина се мора искључити, иначе ће доћи до вибрација и искошење ће бити нетачно.
Након брушења доведите ширину радне ивице на вредности наведене на сл. 17. Да бисте завршили скошење седишта издувног вентила, ставите упуштач А.94031 на вретено А.94058 (20°), затим поставите вретено са упуштачем на водилицу А.94059 и упустите седиште на ∅ 30,5 мм. Затим, помоћу упуштача А.94092, доведите ширину ивице на 1,6-1,7 мм (види сл. 17б).
Да бисте завршили скошење седишта улазног вентила, ставите упуштач А.94003 на вретено А.94058 и упустите седиште на ∅ 33 мм (види сл. 17а), затим ставите упуштач А.94101 на вретено и доведите ширину радне ивице на 1,9-2 мм.
Ако брушење не успе да елиминише оштећење радне површине седишта, замените главу цилиндра.
Након брушења, проверите заптивеност вентила. Да бисте то урадили, уградите вентиле са опругама у главу цилиндра и сипајте керозин у улазне и излазне канале главе цилиндра. Приликом држања 3 минута, не треба приметити цурење керозина кроз вентиле.
Ако се открије цурење вентила, поново избрусити лице вентила и седиште на глави цилиндра.
Вентили
Пре провере вентила, уклоните наслаге угљеника са њих конвенционалном четком или на машини за полирање са ротирајућим четкама. Проверите да ли је шипка деформисана (неравност штапа није већа од 0,015 мм) а на глави вентила нема пукотина. Замените оштећени вентил.
Проверите стање лица вентила. У случају мањих оштећења, избрусити, одржавајући угао закошења од 45°30'±5' и водећи рачуна да дебљина цилиндричног дела диска вентила након брушења није мања од 0,5 мм, а издувни вентил нема уклоњен слој тврде легуре нанесен на закошење.
Водилице вентила
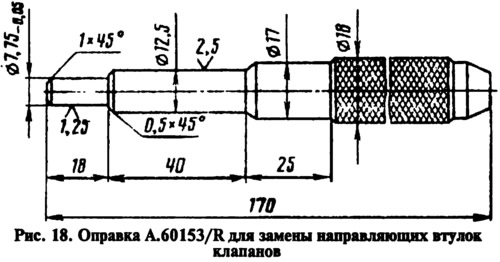
Када проверавате вођице вентила, проверите зазор између њих и вретена вентила мерењем пречника вретена вентила и отвора вођице вентила. Вредност клиренса мора да одговара подацима таб. 1. Ако је зазор више него прихватљив, замените вентил. Ако се превелики зазор не може исправити само заменом вентила, замените и водећу чахуру. За ову операцију користите трн А.60153/Р (пиринач. 18). Утиснути чауре за вођење са укљученим причврсним прстеном док се прстен не заустави у равни главе цилиндра. Да бисте заменили две водеће чауре усисног и издувног вентила 1. и 4. цилиндра, одврните два клина који причвршћују кућиште лежаја брегастог вратила, јер ометају уградњу трна.
Након уградње водилица, проширите рупе у њима помоћу развртача (А.90310/1 за чауре улазних вентила и А.90310/2 за чауре издувних вентила). Затим избрусите седиште вентила и доведите ширину скошења на потребне димензије, као што је горе наведено.
Поклопци дефлектора уља за водилице
Капе не смеју да одлепе гуму од арматуре, пукотина и прекомерног хабања радне ивице. Приликом поправке мотора препоручује се увек заменити уљне заптивке новим. Препоручљиво је да их замените са уклоњеном главом цилиндра како не би савијали стабљике вентила. За притискање капица користите трн 41.7853.4016 (види сл. 15).
Полуге вентила
На полугама вентила проверите стање радних површина у контакту са вретеном вентила, са брегастим вратилом и са сферним крајем завртња за подешавање. Ако имају огреботине или ризике, замените ручицу. Ако се на чаури завртња за подешавање или на самом завртњу пронађе деформација или друга оштећења, замените оштећене делове.
Опруге вентила и полуге вентила
Проверите еластичност и пукотине на опругама. Еластичност се проверава дужином опруге у слободном стању (Унутрашњи 39,2 мм и спољашњи 50 мм) и под оптерећењем: 13,9±0,7 и 28,1±1,4 кгф за унутрашње (док дужина треба да буде једнака 29,7 и 20 мм); 28,9±1,5 и 46±2,3 кгф за спољашње (док је дужина 33,7 односно 24 мм).
Подаци за проверу опруга полуге вентила су следећи. Дужина опруге у слободном стању је 35 мм, а под оптерећењем од 5,2–7,5 кгф износи 43 мм.
Заптивач главе мотора
Површине заптивке морају бити глатке, без удубљења, пукотина, отока и савијања. Одвајање материјала за облагање од арматуре није дозвољено. На ивицама рупа не би требало бити пукотина, изгарања и деламинација.