
Повлачење
1. Аутомобил постављамо на рупу за гледање или надвожњак (види "Припрема возила за одржавање и поправку").
2. Уклоните главу цилиндра са мотора (види "Заптивка главе цилиндра - замена").
3. Уклоните посуду за уље мотора (види "Картер за уље мотора - уклањање и уградња").
4. Одврните навртке на поклопцима клипњаче (без скидања радилице) и потиснути клип са клипњачом из блока цилиндра (види "Радилица - уклањање и уградња").
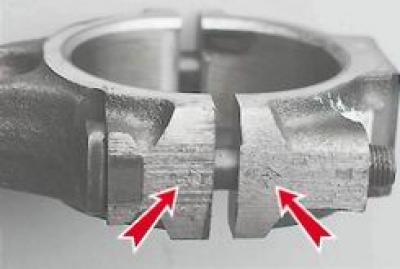
5. Извадимо челично-алуминијумски уметак са поклопца клипњаче.
Број цилиндра у који се уграђују је утиснут на клипњачи и поклопцу.
6. Уградимо клипњачу у шкрипац и са клипа скинемо два компресиона прстена и један прстен за стругање уља са експандером.
7. Кроз трн извлачимо прст из клипњаче и уклањамо клип.

Слично томе, уклоните клипове преосталих цилиндара.
Пре уградње клипне групе на клипњачу, потребно је одабрати њене делове.
Избор делова клипњаче и клипне групе
1. Одаберемо клип до цилиндра. Процењени размак између цилиндра и клипа мотора треба да буде 0,06-0,08 мм. Одређује се мерењем цилиндара и клипова и обезбеђује се уградњом клипова исте класе као и цилиндри. Максимални дозвољени зазор је 0,15 мм. Пречник клипа се мери у равни окомитој на клип, на растојању од 52,4 мм од круне клипа. Клипови се производе према спољном пречнику пет класа (А, Б, Ц, Д и Е) преко 0,01 мм, а према пречнику отвора за клипну осовину - три категорије преко 0,004 мм. Као резервни делови доступни су клипови група А, Ц и Е. Класа клипа (писмо) и категорија проврта клипног клипа (број) утиснута на дну клипа.
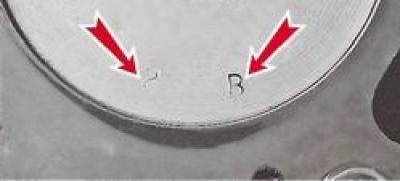
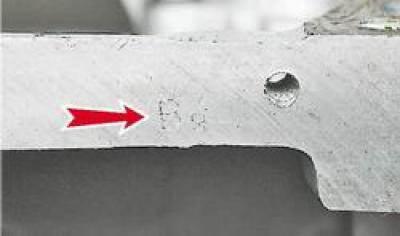
За исправну оријентацију клипа у односу на цилиндар на зиду клипа (поред газде) направљена је ознака "П", која треба да буде усмерена на предњи део блока цилиндра.
Пречник цилиндра меримо чељустом у четири зоне, како у уздужном тако иу попречном смеру мотора.
У зони појаса 1, цилиндри се практично не троше. Дакле, по разлици у мерама у првом и осталим каишевима, судимо о количини хабања цилиндара.

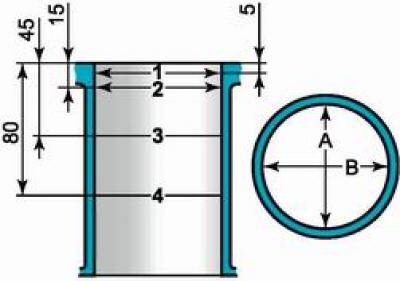
Шема мерења пречника цилиндра: 1, 2, 3 и 4 - бројеви каиша; А и Б - правци мерења
Цилиндри су подељени по пречнику у пет класа на сваких 0,01 мм: А, Б, Ц, Д и Е. Класа цилиндара је утиснута на доњој равни блока.
2. Одаберемо прст до клипа. Затик је уграђен у горњу главу клипњаче са интерферентним спојем и слободно се окреће у цилиндрима. Према спољашњем пречнику прсти су подељени у три категорије кроз 0,004 мм. Категорије су означене обојеном ознаком на крају прста: плава - прва категорија, зелена - друга, црвена - трећа. Проверавамо упаривање клипног клипа и клипа уметањем клипног клипа (подмазан моторним уљем) у рупе на главицама клипова. Клипни клип се мора поставити једноставним притиском палца и не испасти када је прст у вертикалном положају.
3. Проверите зазор између жлебова и клипних прстенова. Размаци морају одговарати вредностима датим у табели. 8.1.3 (види доле). Повећани зазор доводи до брзог хабања (разбијање) клипни жлебови.

Табела 8.1.2. Димензије главних спојних делова мотора
|
Парни делови |
Димензије делова, мм |
Дозвољено |
||
|
осовина |
рупа |
|||
|
Клип - цилиндар (за мотор ВАЗ-2103) |
Класа А |
75,94-75,95 |
76,00-76,01 |
0,15 |
|
Класа Б |
75,95-75,96 |
76,01-76,02 |
||
|
Класа Ц |
75,96-75,97 |
76,02-76,03 |
||
|
Класа Д |
75,97-75,98 |
76,03-76,04 |
||
|
Класа Е |
75,98-75,99 |
76,04-76,05 |
||
|
Клип - цилиндар (за моторе ВАЗ-2106, ВАЗ-21011) |
Класа А |
78,94-78,95 |
79,00-79,01 |
0,15 |
|
Класа Б |
78,95-78,96 |
79,01-79,02 |
||
|
Класа Ц |
78,96-78,97 |
79,02-79,03 |
||
|
Класа Д |
78,97-78,98 |
79,03-79,04 |
||
|
Класа Е |
78,98-78,99 |
79,04-79,05 |
||
|
Клипни клип - клип |
1. категорија (плава етикета) |
21,970-21,974 |
21,982-21,986 |
- |
|
2. категорија (зелена етикета) |
21,974-21,978 |
21,986-21,990 |
||
|
3. категорија (Црвена налепница) |
21,978-21,982 |
21,990-21,994 |
||
|
Клипни клип - глава клипњаче |
21,970-21,982 |
21,940-21,960 |
- |
|
Табела 8.1.3. Зазори у жљебовима за спајање и клипним прстеновима
|
Парни делови |
Димензије делова, мм |
Дозвољено |
|
|
Висина прстена |
Ширина жлеба |
||
|
Горњи компресиони прстен - жлеб клипа |
1,478-1,490 |
1,535-1,555 |
0,15 |
|
Доњи компресиони прстен - жлеб клипа |
1,978-1,990 |
2,015-2,035 |
0,15 |
|
Прстен за стругање уља - жлеб клипа |
3,925-3,937 |
3,957-3,977 |
0,15 |
Табела 8.1.4. Зазори клипних прстенова
|
Назив прстена |
Величина зазора, мм |
|
Горњи компресиони прстен |
0,30-0,45 |
|
Доњи компресиони прстен |
0,25-0,40 |
|
Прстен за стругање уља |
0,25-0,40 |
Састављање клипњаче и клипне групе
1. Стављамо прст 4 на трн 2, без превише затезања граничника 3.
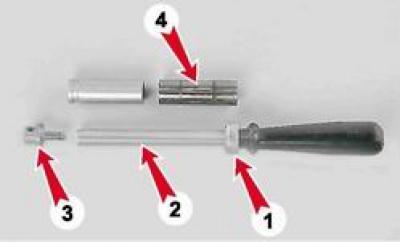
2. Охладите прст клипњаче у замрзивачу. Загревамо горњу главу клипњаче на 240°Ц помоћу лампе или индустријског фена за косу, стегнемо клипњачу у шкрипац и ставимо клип на њу (ознака "П" на клипу мора бити на страни отвора за излаз уља на доњој глави клипњаче).

3. Гурнемо прст монтиран на трн у отворе клипова и горње главе клипњаче док се прстенасти каиш 1 не заустави на дршци у клип.

4. Након хлађења клипњаче, подмажите прст моторним уљем кроз три отвора на сваком отвору клипа и кроз отвор између главчине и клипњаче.
5. Подмажите клипне прстенове и жлебове моторним уљем. Постављамо прстенове на клип и оријентишемо браве прстенова. Бравица горњег компресионог прстена треба да се налази под углом од 30-45°у односу на осу клипног клипа, бравица доњег компресијског прстена треба да буде усмерена у супротном смеру, а брава прстена за стругање уља - под углом од 30-45°у односу на осу клипног клипа између брава компресионих прстенова. Уградите доњи компресиони прстен са жлебом надоле. Ако је прстен означен са "ТОП" или "ТОП", он мора да показује ка круни клипа. Спој опружног експандера прстена за стругање уља мора се налазити на страни супротној од браве прстена.
6. Након уградње прстенова, уградите радилицу према ознаци (клипови 1. и 4. цилиндра морају бити у БМТ) и наизменично уводити клипове са прстеновима и клипњачом у 2. и 3. цилиндар. У овом случају, ознаке "П" на клиповима треба да буду усмерене ка предњем делу блока цилиндра. За пресовање прстенова препоручује се употреба трна приказаног на фотографији.

Након тога постављамо лежајеве клипњаче на своје место, претходно подмазујући њих и зглобове радилице моторним уљем и спајамо клипњаче са рукавцима радилице. Покриваче постављамо према ознакама и затегнемо их наврткама на обртни момент од 43,4-53,5 Нм. Окретањем радилице за 180°, спајамо клипњаче 1. и 4. цилиндра на радилицу. Проверите лакоћу ротације радилице.
7. Уградња преосталих уклоњених делова врши се обрнутим редоследом.
8. Напуните мотор моторним уљем (види "Моторно уље - провера нивоа и замена").
10. Подесите напетост ланца (види "Ланац погона газораспределительного механизма - замена").
11. Подесите размак између полуга и брегастих осовина (види "Зазор између полуга вентила и режњева брегасте осовине - подешавање"). Проверавамо слободну ротацију коленастог механизма.
12. Подесите напетост погонског ремена генератора (види "Погонски ремен алтернатора - подешавање затезања и замена").
13. На мотору карбуратора проверавамо и, ако је потребно, подешавамо време паљења (види "Време паљења - провера и подешавање").
14. Напуните систем расхладном течношћу (види "Расхладна течност - провера нивоа и замена").
15. Покрећемо мотор и покрећемо га у празном ходу 20-30 минута, постепено повећавајући брзину радилице на 2000 о / мин. Током рада мотора контролишемо непропусност система мотора, притисак уља, температуру расхладне течности. Ако се током рада мотора открију стране буке, заустављамо мотор како бисмо елиминисали узроке њиховог појављивања.