
Odmerné valce s dieromerom
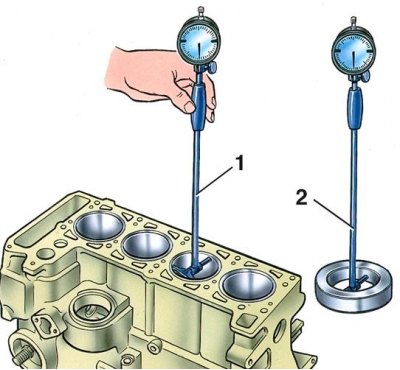
1 - strmeň; 2 - nastavenie vnútorného obrysu na nulu podľa kalibru A.96137
Schéma merania valca
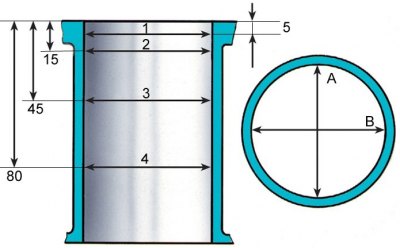
A a B sú smery merania; 1, 2, 3, 4 - čísla pásov
Označenie veľkostnej skupiny valcov na bloku a podmienené číslo bloku valcov
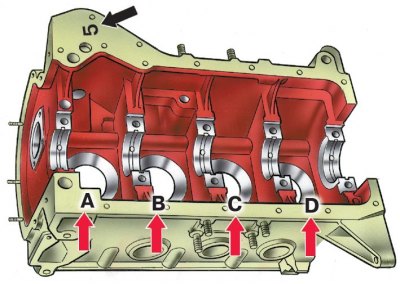
Červené šípky - označenie veľkostnej skupiny valcov na bloku valcov.
Čierna šípka je označenie podmieneného čísla bloku valcov.
Priemer valca sa meria dieromerom (pozri obr. Odmerné valce s dieromerom) v štyroch zónach v pozdĺžnom aj priečnom smere motora (pozri ryža. Schéma merania valca). Kaliber A.96137 sa používa na nastavenie vnútorného meradla na nulu.
Pozor! Valce bloku sú rozdelené v priemere po 0,01 mm do piatich tried: A, B, C, D, E. Trieda valca je vyznačená na spodnej rovine bloku (pozri obr. Označenie veľkostnej skupiny valcov na bloku a podmienené číslo bloku valcov). Na tej istej rovine, ako aj na krytoch hlavných ložísk je vyrazené podmienené číslo bloku valcov, čo znamená, že kryty patria k tomuto bloku.
V pásovej zóne 1 sa valce prakticky neopotrebujú. Preto je možné podľa rozdielu meraní v prvej a ďalších zónach posúdiť mieru opotrebenia valca.
1. Skontrolujte, či opotrebenie valcov nepresahuje maximálnu povolenú hodnotu - 0,15 mm.
2. Ak je maximálna hodnota opotrebenia väčšia ako 0,15 mm, vyvŕtajte valce na najbližšiu opravnú veľkosť piestov (zväčšené o 0,4 alebo 0,8 mm), pričom pre priemer honovania sa ponecháva tolerancia 0,03 mm. Potom honovanie valcov, udržiavanie takého priemeru, aby pri inštalácii zvoleného opravného piestu bola odhadovaná medzera medzi ním a valcom 0,05–0,07 mm.