
Blok valcov
Všetky valce motora spolu s hornou časťou kľukovej skrine sú spojené do spoločného celku - bloku valcov odliateho zo špeciálnej vysokopevnostnej liatiny. Táto konštrukcia umožňuje pri relatívne malej hmotnosti dosiahnuť vysokú tuhosť a pevnosť, pretože sila od tlaku plynov v samostatnom valci je vnímaná celou časťou bloku valca. Dobre odoláva pôsobeniu zotrvačných síl a momentov, ktoré vznikajú od pohyblivých častí kľukového mechanizmu. Pre zvýšenie tuhosti má blok valcov päť prepážok s rebrami a zväčšenú hrúbku vrchnej dosky, ku ktorej je pripevnená hlava valcov.
Valce sú umiestnené v bloku vertikálne, v rade. Nemajú žiadne vložky a sú vyvŕtané priamo do bloku valcov. Pre dosiahnutie vysokého stupňa povrchovej úpravy sú steny valca honované.
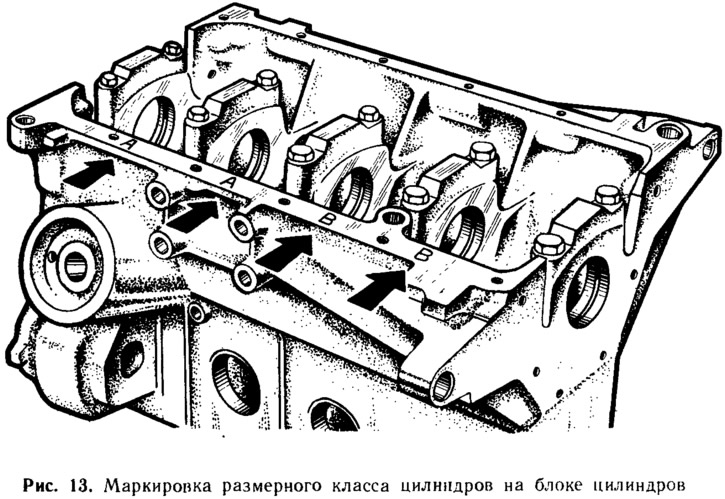
Pre normálnu prevádzku motora musí byť vôľa medzi piestom a valcom v rámci určitých limitov: 0,025... 0,045 mm na novom motore a nesmie presiahnuť 0,15 mm pre opotrebované piesty a valce. Na uľahčenie získania takejto vôle pri montáži motora sú priemery valcov a piestov rozdelené po 0,01 mm do piatich tried, označených latinskými písmenami A, B, C, D, E (ryža. 12). Pri montáži motora sa do valcov určitej triedy vkladajú piesty rovnakej triedy, čím je zaistené dosiahnutie uvedenej hodnoty vôle. Trieda (list) priemer valca je vyrazený na spodnej rovine bloku valcov proti každému valcu (ryža. 13).
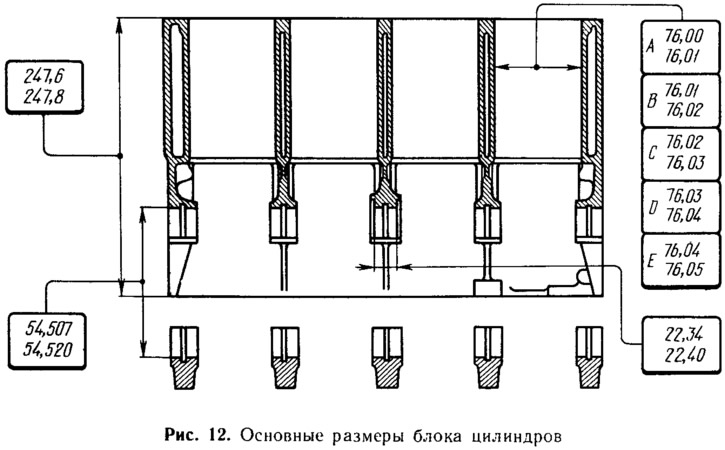
Hlavné rozmery bloku valcov motora 2108 sú znázornené na obr. 12. Blok motora 21081 sa líši od 2108 v nižšej výške - 242... 242,2 mm a blok valcov 21083 v porovnaní s 2108 má väčší priemer valca:
- A - 82,00... 82,01 mm
- B - 82,01... 82,02 mm
- C - 82,02... 82,03 mm
- D - 82,03...82,04 mm
- E - 82,04... 82,05 mm
Číslo modelu motora je odliate v hornej časti bloku valcov na ľavej strane.
Blok valcov je drahá časť. Preto, aby sa predĺžila jeho životnosť, je zabezpečená možnosť opravy valcov. Hrúbka steny umožňuje vŕtanie a honovanie valcov tak, aby vyhovovali veľkostiam opravy piestov zvýšeným o 0,4 a 0,8 mm. Vŕtanie sa vykonáva, ak opotrebenie valcov presiahne 0,15 mm alebo ak sú na ich stenách otrepy.
V spodnej časti bloku valcov je päť podpier hlavných ložísk kľukového hriadeľa, na ktorých sú uložené tenkostenné oceľovo-hliníkové vložky. Otvory v podperách sú vyrobené z polovice v bloku valcov a z polovice v uzáveroch ložísk. Každý kryt je pripevnený k bloku valcov dvoma samosvornými skrutkami. Pre zabezpečenie vysokej presnosti sú ložiskové otvory ukončené spolu s ložiskovými viečkami. Preto kryty nie sú zameniteľné: nemožno ich zamieňať a prestavovať z jedného bloku valcov do druhého. Na odlíšenie uzáverov hlavných ložísk na ich vonkajšej strane je označenie vo forme škrabancov (ryža. 14).

Pri montáži motora musia byť kryty ložísk namontované v presne definovanej polohe: v rovnakej polohe, v akej boli v bloku valcov pri obrábaní otvorov v ložiskách. Preto, aby sa kryty náhodou neprevrátili, sú vyrobené asymetricky. Vzhľadom na boky krytu je os polootvoru v ňom posunutá o 1 mm doľava. Správne nainštalované kryty by mali mať značky na ľavej strane motora (strane, kde sa nachádza alternátor a štartér).
Pozdĺž pravej strany bloku valcov je vyvŕtaný hlavný kanál mazacieho systému. Z neho vychádza päť naklonených kanálov k hlavným ložiskám kľukového hriadeľa a vertikálnemu kanálu na privádzanie oleja až po vačkový hriadeľ. Na pravej prednej strane bloku valcov je príruba na inštaláciu olejového filtra. Kanály vedú od príruby k hlavnému kanálu mazacieho systému a k olejovému čerpadlu, ktoré je pripevnené k prednému koncu bloku valcov. Na ľavej strane bloku je príliv s otvorom pre armatúru, ku ktorej je pripevnená výfuková hadica kľukovej skrine. Do tejto armatúry je vložený aj ukazovateľ hladiny oleja.
Chladiaci plášť bloku valcov je spoločný pre všetky valce. Kanály chladiacej kvapaliny sú vytvorené po celej výške valcov, čo zlepšuje chladenie piestov a piestnych krúžkov a znižuje deformáciu bloku nerovnomerným ohrevom. Na upevnenie tyčí chladiaceho plášťa pri odlievaní bloku valcov je v jeho vonkajších stenách šesť otvorov, ktoré sú následne uzavreté oceľovými miskovitými zátkami. Chladiaca bunda priamo (bez medziľahlých potrubí) pripojený k čerpadlu chladiacej kvapaliny umiestnenej v prílivu na pravej strane bloku valcov. Chladiace plášte bloku a hlavy valcov sú prepojené cez otvory v hornej rovine bloku valcov.
Na ľavej strane bloku valcov sú prílivy s otvormi na montáž generátora a predného závesného držiaka pohonnej jednotky. Na pravej strane je okrem príruby pre olejový filter aj príruba so štyrmi otvormi pre montáž bloku valcov na montážny stojan. V zadnej časti bloku valcov sú dve konzoly vystužené rebrami na pripevnenie skrine spojky. Na vycentrovanie bloku valcov so skriňou spojky sú do otvorov držiakov vložené dve montážne objímky.
Piest
Piest je jednou z najviac namáhaných častí motora. Vníma tlak plynu a prenáša ho cez piestny čap a ojnicu na kľukový hriadeľ. Piest je odliaty z vysokopevnostnej hliníkovej zliatiny. Je ľahký a dobre vedie teplo k stenám valca. Ale hliník má vysoký teplotný koeficient lineárnej rozťažnosti. Preto, aby sa znížila tepelná rozťažnosť piestu pri zahrievaní horúcimi plynmi a aby sa eliminovalo riziko jeho zaseknutia vo valci, je v hlave piestu nad otvorom pre čap zapustená tepelne kompenzovaná oceľová platňa.
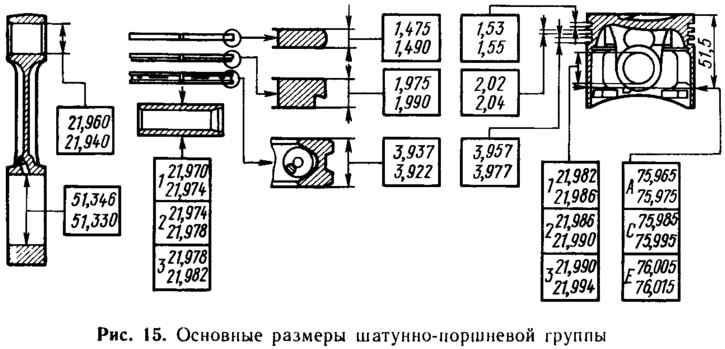
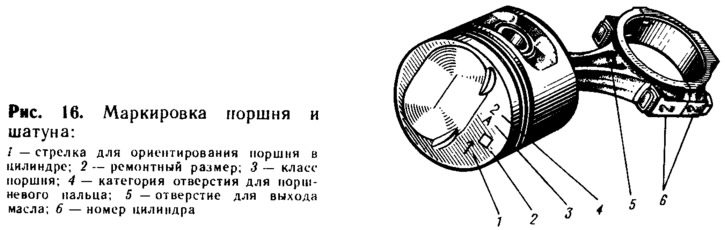
Hlavné rozmery piestu, ojnice, piestneho čapu a piestnych krúžkov motora 2108 sú uvedené na obr. 15. Rovnako ako valce motora, aj piesty sú rozdelené do piatich tried podľa vonkajšieho priemeru: A, B, C, D a E. Rozdiel v priemeroch piestov susedných tried je 0,01 mm. Piestová trieda (list) vyrazené na jeho dne (ryža. 16).
Motory 2108 a 21081 majú rovnaké piesty, zatiaľ čo motor 21083 využíva piesty a krúžky s vonkajším priemerom zväčšeným o 6 mm. Číslo piestu je odliate na vnútornej strane jeho obruby.
Priemer piesta na určenie jeho triedy je možné zmerať len na jednom mieste: v rovine kolmej na piestny čap, vo vzdialenosti 51,5 mm od spodku. Na iných miestach nie je priemer piestu menovitý, pretože vonkajší povrch piestu má zložitý tvar. V priereze je oválny (oválnosť hlavy piestu do 0,1 mm a oválnosť plášťa do 0,55 mm), a menšia os oválu sa zhoduje s osou piestneho čapu. Na výšku má plášť aj hlava piestu kužeľovitý tvar a okrem toho je priemer hlavy o 0,5 mm menší ako priemer plášťa. Tento tvar umožňuje kompenzovať nerovnomernú expanziu piesta pri zahrievaní znížením jeho kužeľa a ovality.
Vonkajší povrch plášťa piesta nie je hladký, ale má mnoho prstencových mikrodrážok s hĺbkou až 14 mikrónov. Takýto povrch prispieva k lepšiemu zábehu piestu k stenám valca a znižuje straty trením, pretože olej sa zadržiava v mikrodrážkach. Dno piestu je ploché, s oválnym vybraním tvoriacim súčasť spaľovacej komory a s malými vybraniami pre ventily. V spodnej časti nálitkov pod piestnym čapom sú otvory pre prechod oleja k piestnemu čapu. Pre zlepšenie podmienok mazania sú v hornej časti otvorov pre prsty vytvorené dve pozdĺžne drážky široké 3 mm a hlboké 0,7 mm, v ktorých sa hromadí olej. V oblasti nálitkov je výška obruby znížená, aby sa zabránilo treniu o piest protizávaží kľukového hriadeľa.
Otvor pre piestny čap je odsadený od osi symetrie o 1,2 mm na pravú stranu motora. Vďaka tomu na piest pôsobí moment síl, ktorý ho pritláča k stenám valca vždy v rovnakej polohe. Preto nedochádza k klepaniu piestu o steny valca pri prechode hornou úvraťou. To však vyžaduje, aby bol piest inštalovaný vo valci v presne definovanej polohe. Pri montáži motora sú piesty inštalované tak, aby šípka 1 (ryža. 16) na spodnej časti piestu smeroval k prednej časti motora.
Piest: čap je zasunutý do piestu s vôľou 0,008... 0,016 mm. Aby sa dosiahla taká presná vôľa pri hromadnej výrobe, piesty sú triedené podľa priemeru otvoru pre piestny čap a čapy podľa vonkajšieho priemeru 0,04 mm do troch kategórií. číslo (1,2, 3), označujúce kategóriu piestu, ako aj triedu, je vyrazené na jeho spodnej časti (pozri obr. 16). Pri montáži motora sa piest a čap berú do rovnakej kategórie, čo zaisťuje získanie požadovanej vôle. Správnosť ich spárovania sa kontroluje vložením naolejovaného prsta do piestu. Prst by sa mal stlačením ruky ľahko dostať do piestu a nemal by z neho vypadnúť pod vplyvom vlastnej hmotnosti.
Piesty v motore musia mať rovnakú hmotnosť, aby sa znížili vibrácie v vratných častiach. Pri výrobe v továrni je prísne dodržaná maximálna odchýlka hmotnosti piestov +5 g. Preto pri montáži motorov 2108 vyberte piesty rovnakej hmotnostnej skupiny alebo upravte ich hmotnosť) odstránenie prebytočného kovu nie je potrebné.
Náhradné diely sú dodávané s piestami nominálnej veľkosti iba troch tried - A, C a E. To stačí na výber piestu pre každý valec pri oprave motora, keďže piesty a valce sú rozdelené do tried s určitým rozmerovým presahom. Napríklad piesty triedy C sa hodia na valce triedy B a D. Hlavnou vecou pri výbere piestu je poskytnúť potrebnú montážnu vôľu (0,025...0,045 mm) medzi piestom a valcom.
Okrem piestov nominálnej veľkosti sa ako náhradné diely dodávajú aj opravné piesty s vonkajším priemerom zväčšeným o 0,4 a 0,8 mm. Tieto piesty sú určené na montáž do repasovaných blokov valcov, v ktorých sú valce vyvŕtané a vybrúsené na ďalší opravný rozmer. Na spodnej časti opravných piestov sú označené v tvare štvorca 2 (pozri obr. 16) alebo trojuholník. Trojuholník zodpovedá zväčšeniu vonkajšieho priemeru o 0,4 mm a štvorec zodpovedá 0,8 mm.
Piestne krúžky
Piestne krúžky poskytujú potrebné tesnenie medzi piestom a stenami valca a odvádzajú teplo z piestu na jeho steny. Sú pritlačené k stenám valca pôsobením vlastnej pružnosti a tlaku plynu. Na pieste sú nainštalované tri liatinové krúžky - dve kompresie (tesnenie) a jeden (dno) olejová škrabka, ktorá zabraňuje vniknutiu oleja do spaľovacej komory.
Horný kompresný krúžok pracuje v podmienkach vysokej teploty, korozívnych produktov spaľovania a nedostatočného mazania. Pre zvýšenie odolnosti proti opotrebeniu je jej vonkajší povrch pochrómovaný a pre zlepšenie zábehu je konvexný (súdkovitého tvaru) formulárov.
Spodný kompresný krúžok má v spodnej časti vybranie na zachytávanie oleja počas pohybu nadol, pričom plní dodatočnú funkciu krúžku na zachytávanie oleja. Povrch krúžku je fosfátovaný, aby sa zvýšila odolnosť proti opotrebovaniu a znížilo trenie o steny valca.
Krúžok na stieranie oleja - s pochrómovanými pracovnými okrajmi a s drážkou na vonkajšom povrchu, do ktorej sa zachytáva olej, odstránený zo stien valca. Potom preteká štrbinami v krúžku do drážky piesta a odtiaľ prúdi do olejovej vane. Vo vnútri krúžku je inštalovaná vinutá oceľová pružina, ktorá krúžok zvnútra uvoľňuje a pritláča ho k stenám valca.
Vyrábajú sa opravné krúžky (rovnako ako piesty) s vonkajším priemerom zväčšeným o 0,4 a 0,8 mm.
Piestny čap
Piestny čap z oceľovej rúrky s hrúbkou steny 3,5 mm. Pre zvýšenie tvrdosti a odolnosti proti opotrebovaniu je jeho vonkajší povrch cementovaný a vytvrdzovaný vysokofrekvenčnými prúdmi. V hornej hlave ojnice je čap inštalovaný s presahom 0,010... 0,042 mm. Toto lisované uloženie zabraňuje jeho axiálnemu pohybu v pieste.
Podľa vonkajšieho priemeru sú prsty zoradené do troch kategórií cez 0,004 mm, respektíve až po kategórie piestov. Konce prstov sú natreté vhodnou farbou: modrá - prvá kategória, zelená - druhá, červená - tretia.
Spojovacia tyč
Ojnica motora - I-profil z kovanej ocele. Jeho spodná hlava je odnímateľná a rovina oddelenia je kolmá na os ojnice. V tejto hlave sú namontované ložiskové panvy ojnice kľukového hriadeľa.
Spojovacia tyč je spracovaná spolu s krytom. Aby nedošlo k zámene krytov pri montáži, ojnica a príslušný kryt sú vyrazené číslom 6 valca (pozri obr. 16), v ktorých sú inštalované. Pri montáži musia byť čísla na ojnici a uzávere na rovnakej strane. Kryt ojnice je pripevnený k ojnici dvoma skrutkami so samosvornými maticami. Pre presné vycentrovanie svorníkov je s vysokou presnosťou opracovaný ich vonkajší povrch a otvor v ojnici a v blízkosti hlavy svorníka je pás, ktorým sa svorník zatlačí do otvoru.
V mieste, kde spodná hlava ojnice prechádza do tyče, je otvor, cez ktorý sa na steny piestu a valca strieka olej. Pri montáži ojnice a skupiny piestov musí byť ojnica umiestnená tak, aby otvor na nej a šípka na pieste smerovali rovnakým smerom.
spojovacie tyče (rovnako ako piesty) musí mať rovnakú hmotnosť. Hmotnosť hornej hlavice je nastavená s toleranciou±2 g a spodnej hlavice je±3 g. Toto je zabezpečené odstránením prebytočného kovu z výstupkov na hornej hlave ojnice a na kryte spodnej časti. hlavu. Celková hmotnosť ojnice sa teda nastaví na toleranciu±5 g.
Pre všetky motory (2108, 21081 a 21083) sú nainštalované rovnaké tyče. Ale s ojnicami starých motorov (typ 2101-2103) nie sú zameniteľné, pretože sú o 15 mm kratšie ako oni.
Kľukový hriadeľ
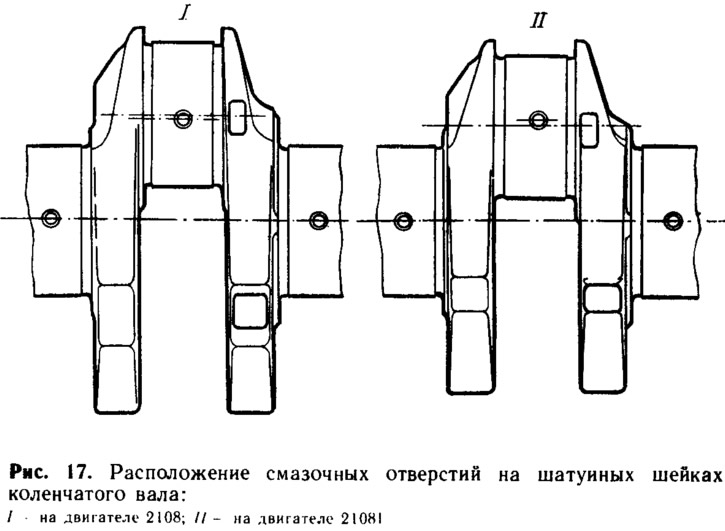
Na motoroch 2108 a 21083 sú namontované rovnaké kľukové hriadele. Na motore 21081 je kvôli menšiemu zdvihu piestu použitý iný kľukový hriadeľ so vzdialenosťou medzi osami ojnice a hlavnými čapmi zníženou o 5,2 mm. Kľukový hriadeľ 21081 spoznáte podľa jeho celkových rozmerov a umiestnenia mazacích otvorov na kľukových čapoch. Pre kľukové hriadele 21081 sú tieto otvory odsadené o 3,7 mm od osi v smere od hlavných čapov a pre kľukové hriadele 2108 - o 1,5 mm v opačnom smere od osi (ryža. 17).
Kľukový hriadeľ je hlavnou výkonovou časťou motora, ktorá vníma pôsobenie tlaku plynu a zotrvačných síl. Je odliaty z vysokopevnostnej špeciálnej liatiny. Na zníženie deformácií počas prevádzky motora je hriadeľ vyrobený s piatimi ložiskami a s veľkým prekrytím hlavných a ojničných čapov. Vysokú únavovú pevnosť zabezpečujú hladké prechody medzi krkmi a lícami a starostlivé spracovanie namáhaných miest. Vysoká odolnosť proti opotrebovaniu čapov hriadeľa je dosiahnutá veľkým priemerom čapov (Tým sa znižuje špecifické zaťaženie ložísk) a povrchové spevnenie krčkov vysokofrekvenčnými prúdmi do hĺbky 2...3 mm.
Čapy kľukového hriadeľa majú protizávažia odliate z jedného kusu s hriadeľom. Vyrovnávajú odstredivé sily, ktoré vznikajú pri chode motora, od hmôt čapu ojnice, ako aj od častí ojnice a piestu. Vďaka tomu sú hlavné ložiská odľahčené pôsobením odstredivých síl a znižujú sa vibrácie motora. Kľukové hriadele sú navyše vyvážené, aby sa znížili vibrácie. Keďže toto vyváženie prebieha bez zotrvačníka, kľukové hriadele aj zotrvačníky sú zameniteľné.
V tele kľukového hriadeľa sú vyvŕtané nály spájajúce 1., 2., 4. a 5. hlavný čap s ojnicou. Cez tieto kanály sa privádza olej na mazanie ojničných ložísk. Technologické vývody žľabov sú uzavreté uzáverovými oceľovými zátkami, ktoré sú vlisované a razené v troch bodoch.
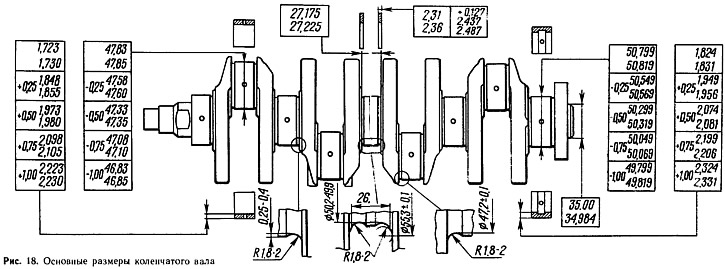
Hlavné rozmery kľukového hriadeľa a ložiskových panví sú uvedené na obr. 18. Hlavné a ojničné čapy sa spracovávajú s vysokou frekvenciou a presnosťou, pretože medzera medzi hrdlami a vložkami by mala byť v rozmedzí 0,02... 0,07 mm pre ojnicu a 0,026... 0,073 mm pre hlavné čapy a prípustná medzera pri opotrebovaní by nemala presiahnuť 0,1 a 0,15 mm.
Pri opravách je možné prebrúsiť čapy kľukového hriadeľa so zmenšením priemeru 0,25; 0,5; 0,75 a 1 mm. Čapy sa brúsia, ak sú opotrebované na priemer, ktorý je o 0,005 mm menší ako minimálny priemer pre danú veľkosť kľukového hriadeľa, a tiež ak je oválnosť čapov väčšia ako 0,03 mm alebo sú na nich odreniny. Priemery opravných rozmerov krčkov sú naznačené aj na obr. 18.
Predné a zadné konce kľukového hriadeľa sú utesnené samostláčacími gumovými tesneniami. Predné olejové tesnenie je vtlačené do krytu olejového čerpadla a zadné je inštalované v držiaku, ktorý je pripevnený k bloku valcov. K prednému koncu kľukového hriadeľa sú pripevnené dve remenice hnacieho remeňa. Jedna kladka (zubaté) slúži na pohon vačkového hriadeľa a je namontovaný na segmentovom kľúči. Ďalšia kladka prenáša rotáciu na generátor. Je namontovaný na čape vtlačenom do ozubenej remenice a je centrovaný valcovým remeňom. Obe kladky sú priskrutkované. Predný koniec kľukového hriadeľa navyše poháňa hnacie koleso olejového čerpadla, ktoré je na hriadeli upevnené dvoma ploškami.
Vložky
Plášte hlavných a ojničných ložísk kľukového hriadeľa sú tenkostenné, bimetalické, s radiálnymi otvormi na prechod oleja. Sú vyrobené z oceľovej pásky potiahnutej vrstvou antifrikčnej zliatiny AMO1-20 (79 % hliníka, 20 % cínu a 1 % medi) Hrúbka 0,4... 0,5 mm. Medzi oceľovou základňou a zliatinou je tenká vrstva čistého hliníka. Plášte každého ložiska pozostávajú z rovnakých polovíc. Zabraňujú ich otáčaniu pomocou výstupkov v drážkach ojnice alebo hlavného ložiska.
Horné plášte hlavných ložísk majú na vnútornej ploche drážky pre prechod oleja do ojničných ložísk. Spodné vložky sú od roku 1988 inštalované bez drážky; Ale do roku 1988 mali tiež drážku a boli zameniteľné s hornými vložkami. Ojničné ložiská sa líšia od hlavných ložísk priemerom, hrúbkou a absenciou drážok na vnútornom povrchu. Horné a spodné ojničné ložiská sú zameniteľné.
Ložiskové panvy sú vyrábané ako normálna hrúbka a sú zväčšené (pozri obr. 18) pod hrdlami zalomenej haly prebrúsené s poklesom 0,25; 0,5; 0,75 a 1 mm.
Ťahové polovičné krúžky
Prítlačné polkrúžky sú inštalované v objímkach bloku valcov na oboch stranách stredu (tretí) hlavné ložisko. Vnímajú axiálne zaťaženia pôsobiace na kľukový hriadeľ a obmedzujú jeho axiálny pohyb. Polokrúžky sa vyrábajú v bežnej hrúbke a sú zväčšené o 0,127 mm (pozri obr. 18). Výberom hrúbky polkrúžkov sa reguluje axiálna voľná vôľa kľukového hriadeľa, ktorá by mala byť v rozmedzí 0,06... 0,26 mm na novom motore a nemala by prekročiť maximum: prípustné - 0,35 mm pri opotrebovaní.
Predné a zadné polkruhy sú vyrobené z rôznych materiálov. Polokrúžok namontovaný na zadnej strane 3. ložiska je vystavený zvýšenému zaťaženiu zo strany spojky, a preto je vyrobený z práškového materiálu. Tento materiál má žltkastú farbu a pozostáva z 87...90% medi, 9,5...10,5% cínu a 0,5...1% uhlíka. Polkruh vyrobený lisovaním z takéhoto materiálu má pórovitosť. Je napustený olejom a dobre odoláva opotrebovaniu trením.
Predné polkrúžky nesú menšie zaťaženie, a preto sú rovnako ako vložky vyrobené z ocele a hliníka s hrúbkou antifrikčnej vrstvy na koncovom povrchu 0,3... 0,5 mm. Na strane antifrikčnej vrstvy sú dve zvislé drážky pre prechod oleja. Táto strana polkruhu (predné aj zadné) musí smerovať k prítlačným plochám kľukového hriadeľa.
Zotrvačník
Zotrvačník 12 (pozri obr. 9) slúži na zabezpečenie plynulého chodu motora. Ukladá kinetickú energiu pri pracovných zdvihoch vo valcoch a odovzdáva ju kľukovému mechanizmu na ďalšie tri cykly. Tiež vytiahne kľukový hriadeľ z mŕtvych miest. Zotrvačník je liatinový a má oceľové ozubené koleso, ktoré je za tepla nalisované na zotrvačník. Zuby korunky sú kalené vysokofrekvenčnými prúdmi, aby sa zvýšila odolnosť a pevnosť proti opotrebovaniu.
Zotrvačník je k prírube kľukového hriadeľa pripevnený šiestimi samosvornými skrutkami, pod ktorými je umiestnená jedna spoločná podložka. Musí byť nainštalovaný tak, aby štítok (otvor v tvare kužeľa) v blízkosti ráfika bol proti hrdlu ojnice štvrtého valca. Štítok sa používa na určenie hornej úvrate v prvom a štvrtom valci. Zotrvačník je vycentrovaný valcovým výstupkom na kľukovom hriadeli.
Na vytvorenie impulzov v snímači TDC je do ráfika zotrvačníka zatlačený oceľový kolík a na nastavenie časovania zapaľovania je na vonkajšom povrchu zotrvačníka značka 2 (pozri obr. tridsať).