
Rozvodový mechanizmus obsahuje: remeňový pohon vačkového hriadeľa, vačkový hriadeľ 5 (ryža. 19), výfukové a sacie ventily 2, ventilové pružiny s upevňovacími časťami a posúvače 3 s podložkami 6. Vačka vačkového hriadeľa pôsobí na ventil cez posúvač 3. Táto konštrukcia mechanizmu poskytuje tuhé a spoľahlivé kinematické spojenie medzi vačkou a ventilom, čím sa znižuje úroveň vibrácií dielov.
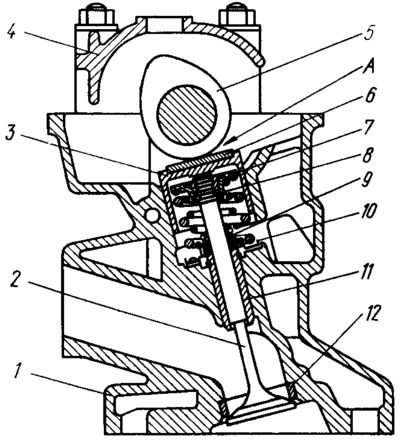
Ryža. 19. Rez hlavy valcov okrem sacieho ventilu:
1 - hlava valcov: 2 - ventil; 3 - posunovač; 4 - puzdro ložiska vačkového hriadeľa; 5 - vačkový hriadeľ; 6 - nastavovacia podložka; 7 - tanier pružín; 8 - ventilový cracker; 9 - uzáver deflektora oleja; 10 - pružinová podložka; 11 - vodiaca objímka; 12 - sedlo ventilu; A je medzera medzi nastavovacou podložkou a kĺbom vačkového hriadeľa.
Pracovný cyklus vo valci motora prebieha do dvoch otáčok kľukového hriadeľa, t.j. v štyroch po sebe nasledujúcich zdvihoch (takt) piest: nasávanie horľavej zmesi do valca; kompresia; pracovný zdvih, pri ktorom dochádza k spaľovaniu a expanzii zmesi; uvoľňovanie výfukových plynov. Procesy nasávania horľavých a výfukových plynov (časovanie ventilov) vybavené včasným otváraním a zatváraním príslušných ventilov (ryža. 20).

Sací ventil sa začína otvárať ešte pred začiatkom sacieho zdvihu, t.j. predtým, ako sa piest priblíži k V. M. T. na vzdialenosť zodpovedajúcu 33°rotácie kľukového hriadeľa. To je potrebné, aby sa ventil úplne otvoril v čase, keď piest klesá. Potom bude vstupom prúdiť viac čerstvej horľavej zmesi.
Vstupný ventil sa zatvára s oneskorením, t.j. potom, čo piest prejde N.M.T. vo vzdialenosti zodpovedajúcej 79°rotácie kľukového hriadeľa. V dôsledku zotrvačného tlaku prúdu horľavá zmes naďalej prúdi do valca, keď sa piest už začal pohybovať nahor.
Výfukový ventil sa začína otvárať ešte pred koncom pracovného zdvihu, teda pred priblížením sa k N.M.T., vo vzdialenosti zodpovedajúcej 47°rotácie kľukového hriadeľa. V tejto chvíli je tlak vo valci stále dosť vysoký a plyny začínajú intenzívne vystupovať z valca, v dôsledku čoho ich tlak a teplota rýchlo klesajú. To výrazne zlepšuje čistenie valca od výfukových plynov a chráni motor pred prehriatím. Uvoľnenie je dokončené po prejdení piestu cez V.M.T., t.j. po otočení kľukového hriadeľa o ďalších 17°.
Z diagramu časovania ventilov je vidieť, že existuje takéto obdobie (pri otáčaní kľukového hriadeľa o 50°), keď sú oba ventily, sací aj výfukový, otvorené súčasne. Vďaka krátkemu časovému intervalu nevedie prekrytie ventilov k prenikaniu výfukových plynov do sacieho potrubia; naopak, zotrvačnosť prúdu výfukových plynov spôsobuje nasávanie horľavej zmesi do valca a tým zlepšuje jeho plnenie.
Hlava motora
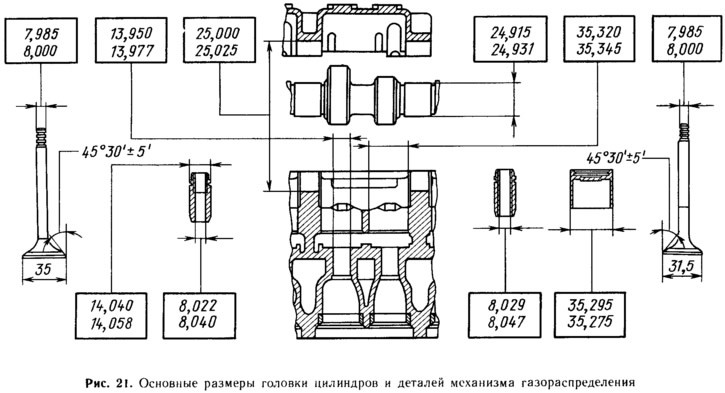
Podrobnosti mechanizmu distribúcie plynu sú inštalované na hlave valca. Hlavné rozmery hlavy valcov a častí mechanizmu distribúcie plynu sú uvedené na obr. 21.
Hlava štvorvalca je odliata z hliníkovej zliatiny. Je vystavený vysokým teplotám a tlaku plynov. Preto má pevnú spodnú nosnú časť, ktorá je intenzívne chladená kvapalinou. Hrúbka steny je čo najrovnomernejšia, aby sa znížilo vnútorné napätie spôsobené tepelnou rozťažnosťou.
V hlave valcov sú klinovité spaľovacie komory so vstupnými a výstupnými kanálmi, ktoré sú vyvedené na pravú stranu a sú cez tesnenia spojené s príslušnými potrubiami. Každá spaľovacia komora má na ľavej strane hlavy valcov otvory pre zapaľovacie sviečky so závitom. Na ľavej strane sú tiež dva kanály na vypúšťanie oleja do olejovej vane.
Voľný priestor vo vnútri hlavy valcov tvorí chladiaci plášť, ktorý má na zadnej strane výstup do výstupného potrubia. Na tejto strane je naskrutkovaný aj snímač pre teplomer chladiacej kvapaliny. Cez otvory na spodnej strane je chladiaci plášť hlavy valcov prepojený s chladiacim plášťom bloku valcov. Na pravej strane cez dva otvory prechádza chladiaca kvapalina do plášťa sacieho potrubia, aby ohrievala horľavú zmes.
V pravej hornej časti je pozdĺž celej hlavy valca vyvŕtaný kanál pre olejové vedenie, z ktorého je olej privádzaný šikmými kanálmi do ložísk vačkového hriadeľa a vodorovným kanálom na pravú stranu k snímaču kontrolky tlaku oleja.
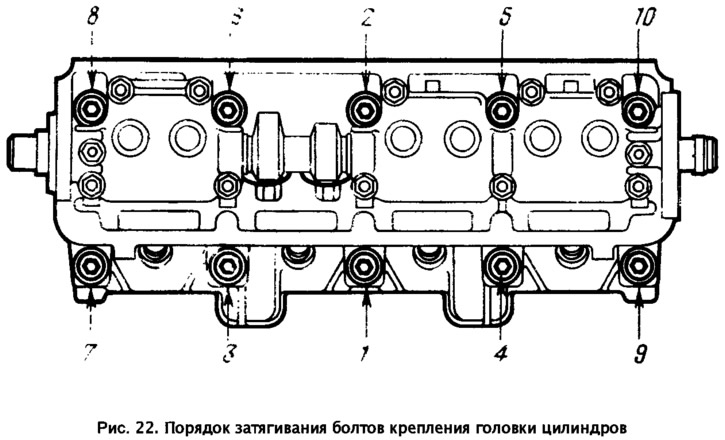
Hlava je pripevnená k bloku valcov pomocou desiatich skrutiek. Pre rovnomerné a pevné uloženie musia byť skrutky na studenom motore utiahnuté v určitom poradí (ryža. 22) a v štyroch krokoch: 1. - predbežne utiahnite skrutky krútiacim momentom 2 kgf·m; 2. - utiahnite skrutky krútiacim momentom 7,1... 8,7 kgf·m, 3. - utiahnite skrutky o 90°; 4. - opäť utiahnite všetky skrutky o 90 Pretože skrutky sú utiahnuté na medzu klzu, sú vytiahnuté. Preto je možné skrutky opätovne použiť iba vtedy, ak sa natiahli na dĺžku nie väčšiu ako 135,5 mm (bez hlavy skrutky). Dve centrovacie objímky okolo skrutiek 8 a 9 (pozri obr. 22) zabezpečiť presnú vzájomnú polohu hlavy a bloku valcov.
V hornej časti hlavy valcov je päť ložísk pre čapy vačkového hriadeľa. Podpery sú odnímateľné. Horná polovica je v ložiskových puzdrách (predné a zadné), a spodný v hlave valcov. Ložiskové otvory sú opracované kompletne s ložiskovými puzdrami, takže nie sú zameniteľné a hlavu valcov je možné vymeniť len kompletne s ložiskovými puzdrami.
Mechanizmus pohonu ventilov namontovaný na hlave valcov je uzavretý krytom z hliníkovej zliatiny. Po celom obvode spodnej plochy krytu prebieha drážka, do ktorej je vložené tesniace gumové tesnenie. Upevňovacie cvočky sú tiež izolované od krytu gumovými priechodkami. Kryt teda neprichádza do priameho kontaktu s hlavou valcov. Preto sa vibrácie z hlavy valcov neprenášajú na kryt a znižuje sa hluk z mechanizmu distribúcie plynu.
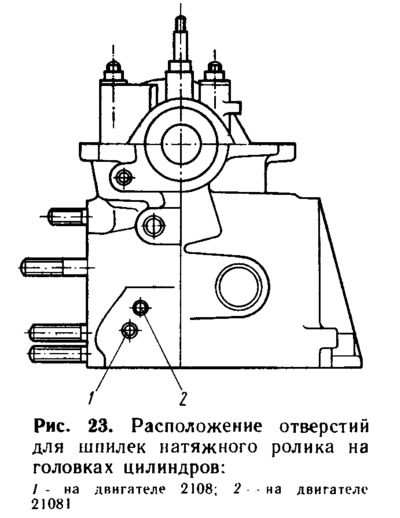
Motory 21081 a 2108 používajú rovnaké hlavy valcov. Majú však rozdiel v mieste inštalácie napínacieho valčeka. Na motoroch 2108 je čap zabalený v spodnom otvore 1 (ryža. 23), a na motoroch 21081 - v hornom otvore 2.
Hlava valcov motora 21083 sa líši od hlavy 2108 zväčšenými priemermi sacích ventilov - 37 mm namiesto 35 mm. V súlade s tým sa zväčšujú priemery sediel sacích ventilov a priemery sacích kanálov hlavy valcov. Číslo hlavy valcov je odliate na jeho ľavej strane, ktorá je vzhľadom na priečne usporiadanie motora na aute predná.
Tesnenie hlavy valcov
Tesnenie hlavy valcov je navrhnuté tak, aby poskytovalo tesnenie medzi blokom a hlavou valcov. Má oceľový rám obložený azbestom z oboch strán. Rám zabraňuje šíreniu azbestu. Okraje otvorov pre valce sú olemované hliníkovou oceľou, otvor pre prechod oleja do vačkového hriadeľa je medenou páskou a otvory pre vypúšťanie oleja do kľukovej skrine majú dodatočný tesniaci povlak vo forme prírodnej gumy. valček široký 2 mm a vysoký 0,035 mm.
Pri montáži motora vždy nainštalujte nové tesnenie. Nesmie sa použiť použité tesnenie, pretože nebude tesniť. Pri inštalácii tesnenia by ste mali venovať pozornosť skutočnosti, že otvor na priechod oleja (olemované medenou páskou) umiestnený v oblasti skrutky hlavy 5. valca (číslo skrutky pozri obr. 22).
Na motoroch 2108 a 21081 sa používajú rovnaké tesnenia a na motoroch 21083 - iné, so zväčšenými otvormi pre valce. Dajú sa ľahko rozlíšiť podľa vzhľadu. Takže pre tesnenie 21083 je prepojka medzi otvormi pre valce iba 5 mm a samotné otvory majú tvar kruhu. Pri tesnení 2108 majú otvory pre valce zložitú konfiguráciu a prepojka medzi nimi je 7,9 mm.
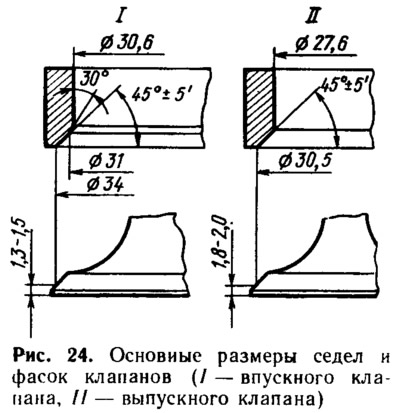
Sedlá ventilov sú vyrobené zo špeciálnej liatiny pre zaistenie vysokej rázovej pevnosti. Sedlá sacích ventilov sú vtlačené do hlavy valcov s presahom 0,081... 0,121 mm a výfukové ventily - 0,071... 0,111 mm.
Toto zasahovanie je potrebné na zaistenie bezpečného držania sedadiel v hlave valcov v podmienkach vysokých teplôt a rázového zaťaženia. Na uľahčenie montáže sedadiel sa pred zalisovaním buď ochladia v tekutom dusíku na -175°C, alebo sa hlava valcov zahreje na 80°C. Pracovné skosenie sediel ventilov (ryža. 24) po lisovaní sú spracované v zostave s hlavou valcov, aby sa zabezpečilo presné vyrovnanie skosenia a otvorov vodiacich puzdier.
Vodidlá ventilov
Vodiace puzdrá ventilov sú vyrobené z liatiny a sú zalisované do hlavy valca s presahom 0,063... 0,108 mm. Na ich vonkajšom povrchu je drážka, do ktorej je vložený oceľový poistný krúžok. Zabezpečuje presnosť polohy puzdier pri lisovaní a chráni ich pred prípadným vypadnutím.
Otvory v puzdrách sú spracované po ich zalisovaní do hlavy valcov. To poskytuje úzku toleranciu pre priemer otvoru a presnosť jeho umiestnenia vo vzťahu k pracovným skoseniam sedla ventilu. V otvoroch vodiacich puzdier sú vytvorené špirálové drážky na mazanie. Puzdrá sacích ventilov sú drážkované do polovice dĺžky otvoru a puzdrá výfukových ventilov sú drážkované po celej dĺžke otvoru.
Na vrchu vodiacich puzdier sú nasadené uzávery z gumy odolnej voči teplu s oceľovým výstužným krúžkom, ktoré prekrývajú driek ventilu a slúžia na obmedzenie prenikania oleja do spaľovacej komory cez medzery medzi vodiacim puzdrom a drieku ventilu.
Ventily
Vstupný ventil je vyrobený z chrómniklovo-molybdénovej ocele. Pre lepšie plnenie valca má jeho tanier o niečo väčší priemer ako tanier výfukového ventilu.
Výfukový ventil pracuje pri vysokých teplotách v agresívnom prostredí výfukových plynov. Preto je zváraný z dvoch častí. Driek ventilu je vyrobený z chrómniklovo-molybdénovej ocele, ktorá má vysokú odolnosť proti opotrebovaniu a tepelnú vodivosť pre účinný odvod tepla z kotúča ventilu do jeho vodiaceho puzdra. Na kotúč ventilu je použitá žiaruvzdorná chrómniklovo-mangánová oceľ. Okrem toho, aby sa znížilo opotrebovanie čela ventilu, je naň privarená špeciálna zliatina odolná voči teplu.
Na zvýšenie odolnosti tyčí proti opotrebovaniu sú oba ventily nitridované a horná časť tyče je vytvrdená vysokofrekvenčnými prúdmi.
Pružiny tlačia ventil na sedlo a zabraňujú jeho odtrhnutiu od posúvača. Aby sa predišlo rezonančným vibráciám, sú nainštalované dve pružiny - vonkajšia a vnútorná (pozri obr. 19) skrútené na jednu stranu. Spodné konce pružiny ležia na podpornej podložke. Hornú nosnú dosku pružín držia na drieku ventilu dva krekry, ktoré po zložení majú tvar zrezaného kužeľa.
Tlačidlá 3 (pozri obr. 19) ventily prenášajú silu z vačky vačkového hriadeľa na ventil. Sú oceľové valcové Povrch v kontakte s ventilom je nitrokarbonizovaný do hĺbky 0,2 mm pre zvýšenie odolnosti proti opotrebeniu. V hornej časti posúvačov je štrbina pre nastavovaciu podložku.
Nastavenie podložiek b (pozri obr. 19) — plochá oceľ nitrokarbonizovaná do hĺbky 0,6 mm. Voľbou ich hrúbky sa nastavuje medzera A medzi vačkou a podložkou. Náhradné diely sú dodávané s podložkami s hrúbkou 3 až 4,5 mm v intervaloch po 0,05 mm. Hrúbka podložky (čísla) je označená elektrochemickou metódou na svojom spodnom povrchu.
Vačkový hriadeľ je tyč s vačkami a ložiskovými čapmi Tvar a usporiadanie vačiek zabezpečuje, že sa ventily otvárajú a zatvárajú v súlade s poradím činnosti valcov (1—3—4—2) a časovanie ventilov (pozri obr. 20).
Vačkový hriadeľ - liatinový päťložiskový. Na jeho zadnej strane je excentr na pohon palivového čerpadla a na drieku drážka na pripojenie k spojke snímača rozdeľovača zapaľovania. Pracovné plochy vačiek, excentra a povrch pod upchávkou sú bielené, aby sa zvýšila odolnosť proti opotrebovaniu. Tento proces spočíva v tavení povrchov elektrickým oblúkom, v dôsledku čoho vzniká vrstva tzv «biely» liatina s vysokou tvrdosťou.
Aby sa zabránilo axiálnemu pohybu vačkového hriadeľa, je na jeho zadnom konci umiestnená príruba, ktorá je upevnená medzi hlavou valca (s ložiskovým puzdrom) a doplnkové bývanie. Predný koniec vačkového hriadeľa je utesnený samohybným gumovým tesnením.
Ložiskové puzdrá
Puzdrá ložísk vačkového hriadeľa. Ložiskové čapy vačkového hriadeľa sa otáčajú v otvoroch, ktoré sú z polovice vytvorené v hlave valcov a z polovice v ložiskových skriniach (predné a zadné). Ložiskové telesá sú odliate z hliníka. V prednom prípade je prvá a druhá, vzadu - tretia, štvrtá a piata podpora. Medzera medzi otvormi podpier a čapmi vačkového hriadeľa leží v rozsahu 0,069... 0,11 mm. Maximálna povolená vzdialenosť (nosiť) - 0,2 mm.
Každé ložiskové puzdro je vystredené vzhľadom na hlavu valca pomocou dvoch upínacích puzdier, ktoré sú nasadené na montážne čapy. Na zamedzenie úniku oleja spod ložiskových puzdier sa používa tekutý samotvrdnúci tmel typu SUPER THREE BOND No 50 alebo jemu podobný tmel domácej výroby KLT-75T. Vyrába sa v rúrkach, pri montáži motora sa nanáša bičíkom na povrch hlavy valcov v oblasti extrémnych ložísk vačkového hriadeľa.
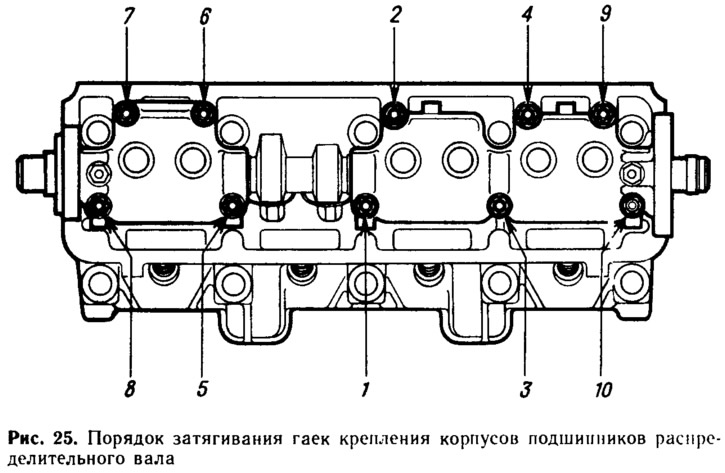
Aby sa predišlo zlomeniu alebo deformácii ložiskových puzdier, vačkový hriadeľ by mal byť umiestnený v podperách, otočením vačiek prvého valca nahor a utiahnutím upevňovacích matíc v určitom poradí (ryža. 25) a to v dvoch krokoch. Najprv vopred utiahnite matice, kým sa povrchy puzdier ložísk nedotknú hlavy valcov. V tomto prípade musia montážne objímky krytov voľne zasahovať do ich objímok. Potom nakoniec utiahnite upevňovacie matice na krútiaci moment 2,2 kgf·m v rovnakom poradí.
Pohon vačkového hriadeľa
Pohon vačkového hriadeľa pozostáva z ozubenej hnacej remenice 1 (ryža. 26) na kľukovom hriadeli, hnaná ozubená remenica 5 na vačkovom hriadeli, napínacia kladka 3 a ozubený remeň 6. Tým istým remeňom je poháňaná aj remenica 2 čerpadla chladiacej kvapaliny. Remeňový pohon pracuje v suchom prostredí, bez mazania. Pred prachom a nečistotami ho uzatvárajú predné plastové a zadné oceľové ochranné kryty.
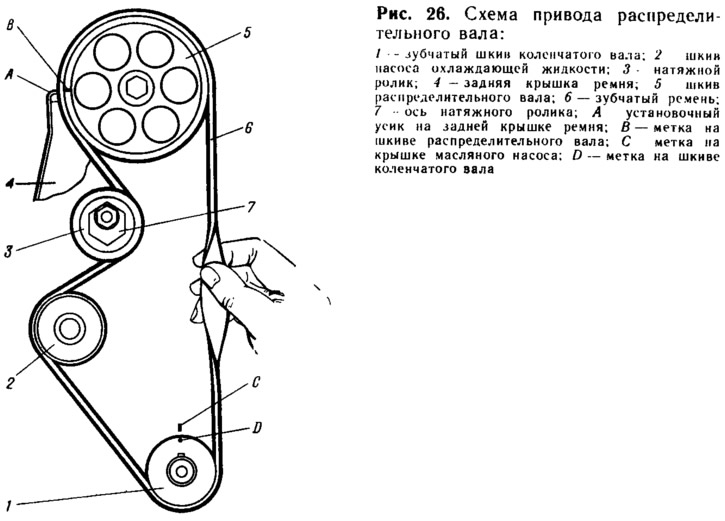
Ryža. 26. Schéma pohonu vačkového hriadeľa:
1 - hubovitá kladka kľukového hriadeľa; 2 - remenica čerpadla chladiacej kvapaliny; 3 - napínací valec; 4 - kryt zadného pásu; 5 - remenica vačkového hriadeľa; 6 - ozubený remeň; 7 - os napínacieho valca; A - inštalačné antény na zadnom kryte pásu; B - značka na remenici vačkového hriadeľa; C - značka na kryte olejového čerpadla; D - značka na remenici kľukového hriadeľa.
Zvláštnosťou pohonu je ozubený elastický remeň s polkruhovými zubami. Je vyrobená z gumy odolnej voči olejom vystuženej skleneným vláknom. Zuby sú pre zvýšenie odolnosti proti opotrebovaniu pokryté elastickou látkou. Kord a látkový plášť sú počas vulkanizačného procesu spojené s gumou a dodávajú pásu vysokú pevnosť. Dve vetvy pásu spolu odolajú ťahovej sile až 1200 kgf.
Napnutie remeňa je vykonávané napínacím valčekom 3, ktorý sa otáča okolo excentrickej osi 7. Otáčaním osi voči upevňovaciemu kolíku môžete meniť polohu stredu otáčania valčeka.
Aby sa momenty otvárania a zatvárania ventilov zhodovali s uhlami natočenia kľukového hriadeľa (t.j. zabezpečiť správnu inštaláciu časovania ventilov), sú označené remenice kľukového hriadeľa a vačkového hriadeľa «IN» a «D». Na zadnom kryte ozubeného remeňa je značka «A» (zahnutý úponok), a na kryte olejového čerpadla je značka «S». Ak je časovanie ventilov nastavené správne, potom keď je piest prvého valca na konci kompresného zdvihu vo V.M.T., značka «IN» na remenici vačkového hriadeľa sa musí zhodovať so značkou «A» na zadnom obale a štítku «IN» na remenici kľukového hriadeľa - s označením «S» na kryte olejového čerpadla.
Na aute je motor umiestnený tak, že zn «S» a nachádzajú sa v zle viditeľnej oblasti. Preto je tiež možné ovládať polohu kľukového hriadeľa značkou na zotrvačníku a stupnicou v poklope skrine spojky (pozri obr. tridsať).