
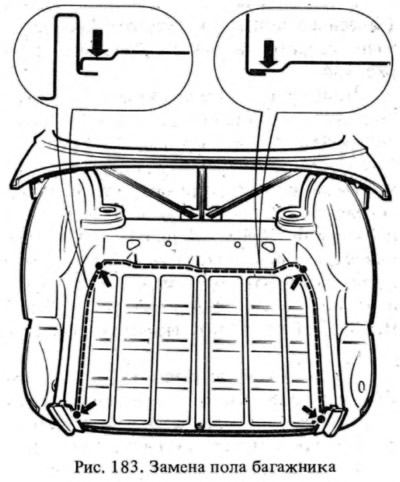
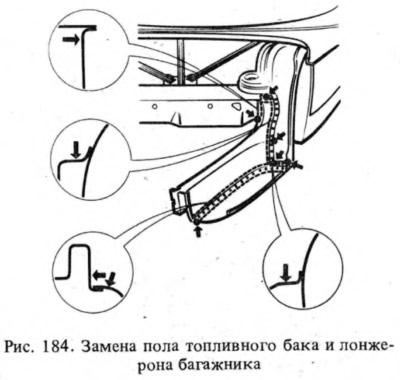
Тонким зубилом відрубують підлогу багажника (Мал. 183) та підлога паливного бака (запасного колеса) від лонжеронів багажника та внутрішніх арок задніх коліс (Мал. 184). Місця рубки на малюнках показані пунктиром, на фрагментах – стрілками. Шматочками видаляють елементи, що залишилися, і шліфують їх шліфувальною машинкою деформовані кромки.
Відрубують лонжерони багажника від внутрішніх арок задніх коліс і поперечки, видаляють метал, що залишився, і зачищають посадкові місця. Встановлюють нові лонжерони багажника на місце та прихоплюють газовим зварюванням припоєм Л62, Л68 у місцях, вказаних на малюнку.
Приварюють до низу підлоги багажника центральний підсилювач, тримач із підкладеною під нього азбестовою прокладкою та кронштейни кріплення основного глушника. Електрозварювання ведуть серед вуглекислого газу точками через 40—50 мм дротом Св-08Г1С чи Св-08Г2С діаметром 0,8 мм. Допускається газове зварювання латунними прутками Л62, Л68.
Встановлюють підлогу багажника на місце та приварюють по кутах у зазначених точках газовим зварюванням припоями Л62, Л68. Встановлюють підсилювач до панелі задка і приварюють електрозварюванням в середовищі вуглекислого газу точками через 40 мм. Встановлюють панель задка на місце та прихоплюють до елементів кузова газовим зварюванням (див. "Заміна панелі задка").
Встановлюють підлогу паливного бака (запасного колеса) на місце і прихоплюють зварюванням у точках, вказаних на рис. 184.
Виробляють попередній контроль усіх прихоплених деталей із навішуванням задніх крил та кришки багажника. Усувають недоліки збирання. Остаточно зварюють деталі електрозварюванням серед вуглекислого газу дротом Св-08Г1С чи Св-08Г2С переривчастим швом ділянками 10 мм через кожні 30 мм. Для електрозварювання використовують напівавтомати типів "Промінь" або ПДГ-305. Сила електричного струму 50-90 А.
Допускається газове зварювання припоєм Л62 або Л68 крапками через 30-40 мм.