
Розбирання
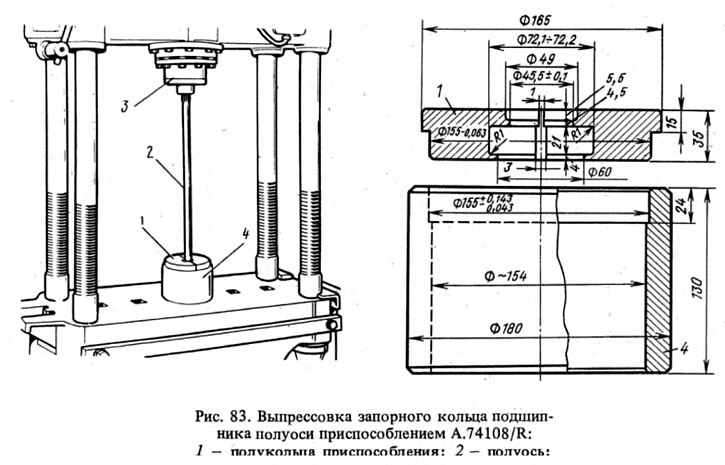
Напівкільцями пристосування A.74108/R (Мал. 83) охоплюють підшипник і встановлюють піввісь вертикально так, щоб півкільця спиралися на затяте кільце. Ставлять піввісь під прес і прикладають на шліцевий кінець півосі зусилля, що поступово зростає, до зняття запірного кільця. Це кільце повторно не використовують, а замінюють на нове. Перевіряють, чи не має посадкова поверхня півосі рисок чи пошкодження. При необхідності піввісь замінюють на нову.
Складання
Встановлюють вертикально піввісь 2 (Мал. 84), спираючи її фланцем на кільце 1 (A. 74107/R) пристосування. Встановлюють на піввісь попередньо з'єднані між собою двома гвинтами масловідбивач підшипника півосі та пластину 6 кріплення з прокладкою, встановлюють підшипник 3 півосі. Вставляють нове запірне кільце 5 у спеціальну обойму 7 (A.74107/4R), ставлять у піч і підігрівають кільце приблизно до 300 З тим, щоб у момент запресування на піввісь його температура була 220-240°С.
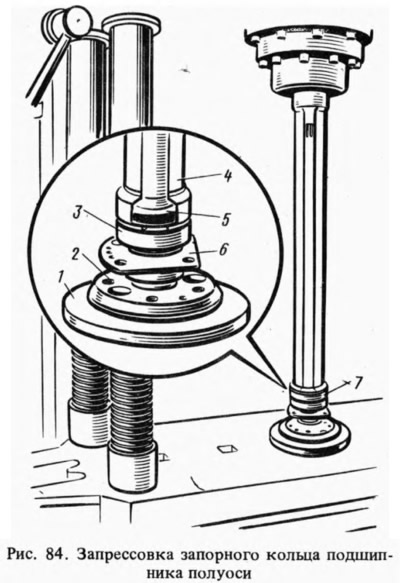
Запірне кільце на піввісь напресовується оправкою 4 (A.74107/2R) на пресі зусиллям не вище 6000 кгс так, щоб внутрішнє кільце підшипника виявилося затиснутим між запірним кільцем та буртиком півосі.
Виконавши напресування, переконуються, що кільце не зміщується під осьовим навантаженням 2000 кгс. Для цього піввісь у зборі встановлюють на пристрій A.95601/R (Мал. 85) і запірне кільце 4 затискають у спеціальних лещатах. Приставляють індикатор 1 з ціною розподілу 0,01 мм до фланця півосі 2. Після установки стрілки індикатора на нуль прикладають зазначену осьову навантаження, створюючи динамометричним ключем 3 момент затягування 8-8,5 кгс-м на гвинті упирається в торець півосі, через кульку упирається у торець півосі. При цьому не повинно з'являтися навіть мінімального зазору між запірним кільцем і внутрішнім кільцем підшипника 5.
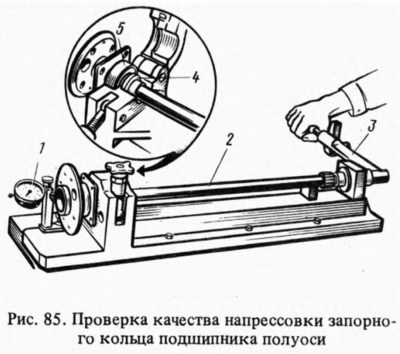
Після зняття навантаження і при викрутці гвинта пристосування стрілка індикатора повинна повернутися в нульове положення. Це доводить, що не відбулося жодного зсуву запірного кільця на півосі. В іншому випадку необхідно замінити піввісь новою.