
Зняття
1. Встановлюємо автомобіль на оглядову яму чи естакаду (див. "Підготовка автомобіля до TO та ремонту").
2. Знімаємо з двигуна головку блоку циліндрів (див. "Прокладка головки блоку циліндрів - заміна").
3. Знімаємо піддон картера двигуна (див. "Піддон картера двигуна - зняття та встановлення").
4. Відвертаємо гайки кришок шатунів (не знімаючи колінчастого валу) і виштовхуємо поршень з шатуном із блоку циліндрів (див. "Колінчастий вал - зняття та встановлення").
5. Виймаємо з кришки шатуна сталеалюмінієвий вкладиш.
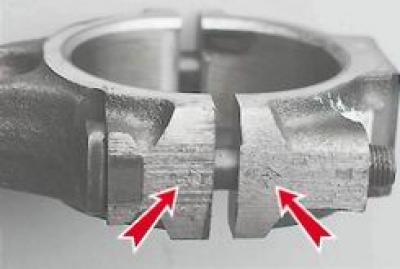
На шатуні та кришці тавруванням нанесений номер циліндра, в який вони встановлюються.
6. Встановлюємо шатун у лещата і знімаємо з поршня два компресійні та одне маслознімне кільце з розширювачем.
7. Через виправлення випресовуємо палець з шатуна і знімаємо поршень.

Аналогічно знімаємо поршні інших циліндрів.
Перед встановленням на шатун поршневої групи потрібно підібрати її деталі.
Підбір деталей шатунно-поршневої групи
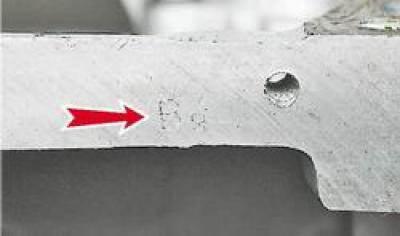
1. Підбираємо поршень до циліндра. Розрахунковий зазор між циліндром та поршнем двигуна повинен становити 0,06-0,08 мм. Він визначається проміром циліндрів і поршнів і забезпечується установкою поршнів того ж класу, що й циліндри. Максимально допустимий зазор – 0,15 мм. Діаметр поршня вимірюємо у площині, перпендикулярній до поршневого пальця, на відстані 52,4 мм від днища поршня. По зовнішньому діаметру поршні виготовляються п'ятьох класів (А, В, С, D та E) через 0,01 мм, а по діаметру отвору під поршневий палець – трьох категорій через 0,004 мм. У запасні частини поставляються поршні груп А, С та E. Клас поршня (літера) та категорія отвору під поршневий палець (цифра) таврують на днище поршня.
Для правильної орієнтування поршня щодо циліндра на стінці поршня (поряд з бобишкою) виконано мітку "П", яка повинна бути спрямована до передньої частини блоку циліндрів.
Діаметр циліндра вимірюємо нутроміром у чотирьох поясах, як у поздовжньому, так і в поперечному напрямку двигуна.
У зоні пояса 1 циліндри мало зношуються. Тому по різниці вимірів у першому та інших поясах судимо про величину зносу циліндрів.

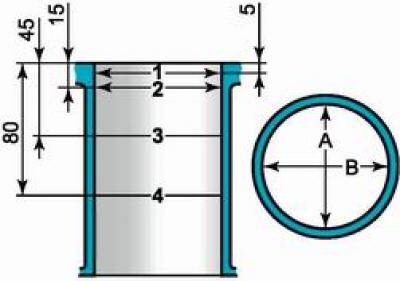
Схема вимірювання діаметрів циліндра: 1, 2, 3 та 4 - номери поясів; А та В - напрямки вимірювань
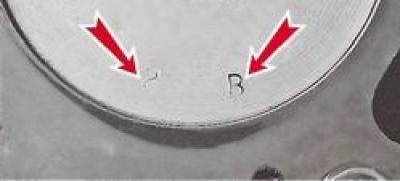
Циліндри діаметром розбиті через 0,01 мм на п'ять класів: А, В, С, D і E. Клас циліндра вибитий на нижній площині блоку.
2. Підбираємо палець до поршня. Палець встановлений у верхній головці шатуна з натягом і вільно обертається в боби циліндра. По зовнішньому діаметру пальці розбиті втричі категорії через 0,004 мм. Категорії вказуються кольоровою міткою на торці пальця: синя – перша категорія, зелена – друга, червона – третя. Поєднання поршневого пальця і поршня перевіряємо, вставляючи поршневий палець (змащений моторним маслом) в отвори бобишки поршня. Поршневий палець повинен встановлюватися від простого натискання великого пальця руки та не випадати при вертикальному положенні пальця.
3. Перевіряємо зазор між канавками та поршневими кільцями. Зазори повинні відповідати величинам, наведеним у таблиці. 8.1.3 (див. нижче). Збільшений зазор призводить до швидкого зношування (розбиванню) канавок поршня.

Таблиця 8.1.2. Розміри основних деталей двигуна, що сполучаються
|
Детальні деталі |
Розміри деталей, мм |
Допустимий |
||
|
Вал |
Отвір |
|||
|
Поршень - циліндр (для двигуна ВАЗ-2103) |
Клас А |
75,94-75,95 |
76,00-76,01 |
0,15 |
|
Клас В |
75,95-75,96 |
76,01-76,02 |
||
|
Клас С |
75,96-75,97 |
76,02-76,03 |
||
|
Клас D |
75,97-75,98 |
76,03-76,04 |
||
|
Клас Е |
75,98-75,99 |
76,04-76,05 |
||
|
Поршень - циліндр (для двигунів ВАЗ-2106, ВАЗ-21011) |
Клас А |
78,94-78,95 |
79,00-79,01 |
0,15 |
|
Клас В |
78,95-78,96 |
79,01-79,02 |
||
|
Клас С |
78,96-78,97 |
79,02-79,03 |
||
|
Клас D |
78,97-78,98 |
79,03-79,04 |
||
|
Клас Е |
78,98-78,99 |
79,04-79,05 |
||
|
Поршневий палець - поршень |
1-а категорія (синя мітка) |
21,970-21,974 |
21,982-21,986 |
- |
|
2-я категорія (зелена мітка) |
21,974-21,978 |
21,986-21,990 |
||
|
3-я категорія (червона мітка) |
21,978-21,982 |
21,990-21,994 |
||
|
Поршневий палець - верхня головка шатуна |
21,970-21,982 |
21,940-21,960 |
- |
|
Таблиця 8.1.3. Зазори у поєднанні канавок та поршневих кілець
|
Детальні деталі |
Розміри деталей, мм |
Допустимий |
|
|
Висота кільця |
Ширина канавки |
||
|
Верхнє компресійне кільце - канавка поршня |
1,478-1,490 |
1,535-1,555 |
0,15 |
|
Нижнє компресійне кільце - канавка поршня |
1,978-1,990 |
2,015-2,035 |
0,15 |
|
Маслознімне кільце - канавка поршня |
3,925-3,937 |
3,957-3,977 |
0,15 |
Таблиця 8.1.4. Зазори в замках поршневих кілець
|
Найменування кільця |
Розмір зазору, мм |
|
Верхнє компресійне кільце |
0,30-0,45 |
|
Нижнє компресійне кільце |
0,25-0,40 |
|
Олійне кільце |
0,25-0,40 |
Складання шатунно-поршневої групи
1. Надягаємо палець 4 на оправку 2, не затягуючи сильно упор 3.
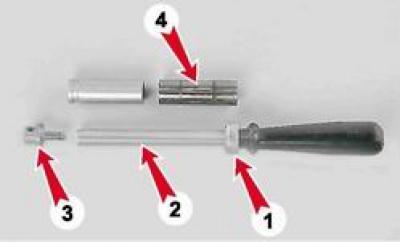
2. Палець шатуна охолоджуємо у морозильній камері. Нагріваємо верхню головку шатуна до 240°С з паяльною лампою або промисловим феном, затискаємо шатун у лещатах і надягаємо на нього поршень (мітка "П" на поршні повинна бути з боку отвору для виходу олії на нижній головці шатуна).

3. Проштовхуємо встановлений на оправку палець в отвори бобишок поршня і верхню головку шатуна до упору кільцевого пояска 1 на рукоятці поршень.

4. Після охолодження шатуна змащуємо палець маслом для двигуна через три отвори в кожній бобишці поршня та через зазор між бобишкою та шатуном.
5. Змащуємо поршневі кільця та канавки олією для двигуна. Встановлюємо на поршень кільця та орієнтуємо замки кілець. Замок верхнього компресійного кільця повинен розташовуватися під кутом 30-45°С. до осі поршневого пальця, замок нижнього компресійного кільця має бути спрямований у протилежний бік, а замок маслознімного кільця - під кутом 30-45°; до осі поршневого пальця між замками компресійних кілець. Нижнє компресійне кільце встановлюємо виточкою вниз. Якщо на кільці нанесена мітка "ВЕРХ" або "ТОР", вона повинна бути спрямована до днища поршня. Стик пружинного розширювача маслознімного кільця повинен розташовуватися з боку, протилежному замку кільця.
6. Після встановлення кілець встановлюємо колінчастий вал за міткою (поршні 1-го та 4-го циліндрів повинні знаходитися в BMT) і по черзі вводимо поршні з кільцями та шатунами у 2-й та 3-й циліндри. При цьому мітки "П" на поршнях мають бути спрямовані у бік передньої частини блоку циліндрів. Для обтиснення кілець рекомендується застосовувати оправлення, показане на фото.

Після цього встановлюємо на місце шатунні вкладиші, попередньо змастивши їх і шийки колінчастого валу маслом для двигуна, і з'єднуємо шатуни з шийками колінчастого валу. Кришки встановлюємо за мітками та затягуємо гайками моментом 43,4-53,5 Нм. Повернувши колінчастий вал на 180°, з'єднуємо з колінчастим валом шатуни 1-го та 4-го циліндрів. Перевіряємо легкість обертання колінчастого валу.
7. Установка інших знятих деталей виконується у зворотній послідовності.
8. Заливаємо в двигун моторне масло (див. "Олія в двигуні - перевірка рівня та заміна").
10. Регулюємо натяг ланцюга (див. "Ланцюг приводу газорозподільного механізму - заміна").
11. Регулюємо зазор між важелями та кулачками розподільчого валу (див. "Зазор між важелями клапанів та кулачками розподільчого валу - регулювання"). Перевіряємо вільне обертання кривошипно-шатунного механізму.
12. Регулюємо натяг ременя приводу генератора (див. "Ремінь приводу генератора - регулювання натягу та заміна").
13. На карбюраторному двигуні перевіряємо та за необхідності коригуємо кут випередження запалювання (див. "Момент запалювання - перевірка та регулювання").
14. Заливаємо в систему охолоджувальну рідину (див. "Охолоджуюча рідина - перевірка рівня та заміна").
15. Запускаємо двигун і обкатуємо його на холостому ході протягом 20-30 хвилин, плавно збільшуючи частоту обертання колінчастого валу до 2000 об/хв. Під час роботи двигуна контролюємо герметичність систем двигуна, тиск масла, температуру рідини, що охолоджує. Якщо під час роботи двигуна виявляються сторонні шуми, зупиняємо двигун усунення причин їх появи.