
Встановивши редуктор на верстаті, ключем «на 10» відвертаємо два болти кріплення стопорних пластин гайок підшипників диференціала і знімаємо пластини.

Керном наносимо мітки на ліжку та відповідній кришці підшипника, щоб при складанні встановити кришки на свої місця.

Ключем «на 14» відвертаємо болти кріплення кришок підшипників.

Виймаємо з корпусу диференціала зовнішні кільця підшипників та регулювальні гайки.
Якщо підшипники не змінюємо, то помічаємо зовнішні кільця, ніж переплутати їх місцями при встановленні, т.к. підшипники індивідуально допрацювали і розукомплектовувати їх небажано.

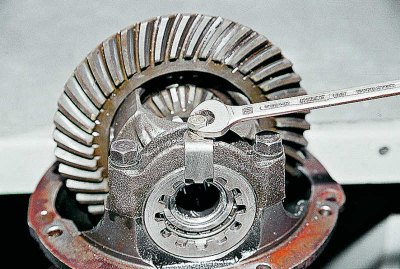
Перевіряємо відсутність радіальних люфтів у шестернях півосей.

Знімач спресовуємо внутрішні кільця конічних підшипників.
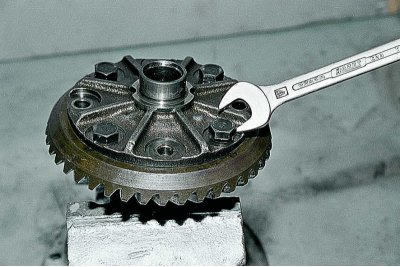
Ключем «на 17» відвертаємо вісім болтів кріплення веденої шестерні до корпусу диференціала і знімаємо її.

Борідком вибиваємо вісь сателітів.

Провертаємо шестерні півосей і виймаємо шестерні-сателіти.

Виймаємо шестірні півосей з регулювальними шайбами, помітивши їхнє положення.

Виймаємо з картера провідну шестерню та деформовану розпірну втулку. При збиранні редуктора замінюємо її на нову.

Вибиванням з м'якого металу збиваємо внутрішнє кільце конічного підшипника з валу провідної шестерні.

Під підшипником встановлено регулювальне кільце, що забезпечує правильне взаємне розташування шестерень головної передачі.

Відповідним інструментом вибиваємо зовнішні кільця конічних підшипників з картера.
Деталі редуктора ретельно промиваємо у гасі та уважно оглядаємо. При пошкодженні хоча б одного зуба (фарбування, хвилі, ризики, задираки на робочих поверхнях) замінюємо шестірні на нові.
Грані між вершинами та робочими поверхнями зубів веденої шестерні мають бути гострими. Якщо видно найменші забоїни або закруглення – головну пару замінюємо на нову.
Незначні пошкодження осі сателітів, шийок шестерень півосей та їх посадкових отворів усуваємо дрібною шкіркою з подальшим поліруванням.
При складанні манжету, гайку фланця та розпірну втулку замінюємо на нові.
Якщо збірка редуктора буде проводитися в колишньому картері, то зміна товщини кільця регулювальної провідної шестерні можна розрахувати як різницю в відхиленнях розмірів виготовлення старої і нової шестерень. Відхилення у розмірі зі знаком «» або «–» у сотих частках міліметра вигравірувано на валу провідної шестерні.
Наприклад, на старій шестерні вигравірувано -12, а на новій 4. Різниця двох поправок становитиме 4- (–12) =16. Значить, нове кільце регулювання має бути на 0,16 мм тонше старого. При зворотному співвідношенні поправок (на старій 4, а на новій -12) кільце має бути на 0,16 мм товще за старе.
Для більш точного визначення товщини регулювального кільця виготовляємо пристрій зі старої ведучої шестерні.

Приварюємо пластину довжиною 80 мм і торцюємо її розміром 50-0,02 мм щодо площини під підшипник. На конічній частині валу вигравіровано заводський номер та відхилення у розмірі.
Посадочні місця під підшипниками обточуємо (можна обробити дрібною шкіркою) до ковзної посадки.
Запресовуємо зовнішні кільця переднього та заднього підшипників у картер.
На виготовлене пристрій встановлюємо внутрішнє кільце заднього підшипника і вставляємо пристрій в картер. Встановлюємо внутрішнє кільце переднього підшипника, фланець ведучої шестерні та затягуємо гайку моментом 0,8-1,0 кгс·см.
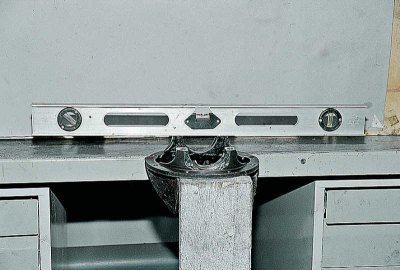
Виставляємо картер горизонтальне положення за рівнем.

У ліжку підшипників кладемо круглий рівний стрижень (подовжувач із набору торцевих головок) і плоским щупом визначаємо величину зазору між ним та пластиною пристосування.
Товщину регулювального кільця визначаємо як різницю між величиною зазору та відхиленням розміру нової шестерні (з урахуванням знаку).
Наприклад, величина зазору становить 2,8 мм, а відхилення розміру шестерні –15. Значить необхідно встановити регулювальне кільце завтовшки 2,8- (–0,15) = 2,95 мм.

Встановлюємо регулювальне кільце необхідної товщини на вал і за допомогою відрізка труби відповідного розміру напресовуємо внутрішнє кільце підшипника.
Вставляємо вал у картер. Встановлюємо нову розпірну втулку, внутрішнє кільце переднього підшипника, манжету та фланець провідної шестерні.
Поступово затягуємо гайку динамометричним ключем до 12 кгс·см.

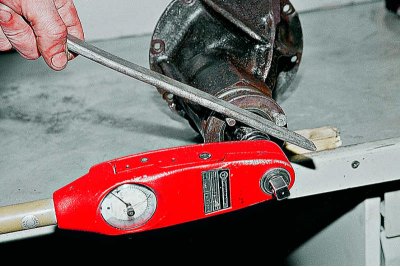
Визначаємо момент прокручування валу провідної шестерні.
Для цього на шийку фланця щільно намотуємо в кілька обертів міцну нитку і кріпимо динамометр до неї. Зусилля, при якому фланець почне рівномірно провертатися, повинне становити 7,6–9,5 кгс (що відповідає моменту, що крутить, 16–20 кгс•см) (для нових підшипників). Якщо зусилля замало – дотягуємо гайку фланця. При цьому момент затягування не повинен перевищити 26 кгсм.
Якщо при затягуванні гайки момент провертання перевищив 20 кгс см (9,5 кгс), Розбираємо редуктор і замінюємо розпірну втулку.

Встановлюємо корпус диференціала разом із підшипниками в картер та затягуємо болти кришок підшипників.
Якщо був виявлений осьовий люфт у шестернях півосей, то при складанні встановлюємо нові, товстіші опорні регулювальні кільця. Напівосьові шестерні повинні стати в корпус диференціала щільно, але провертатися від руки.

Зі сталевого листа товщиною 2,5–3 мм виготовляємо ключ для затягування регулювальних гайок.
Регулювання зазору в головній парі та попередній натяг підшипників диференціала проводимо одночасно, у кілька етапів:
загортаємо гайку з боку веденої шестерні до усунення зазору в зачепленні;
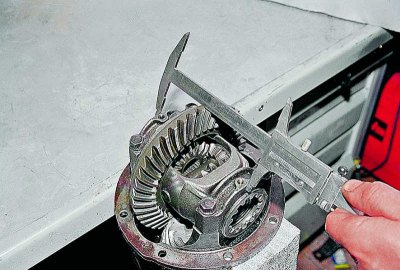
Штангенциркулем вимірюємо відстань між кришками;
загортаємо другу гайку до упору та дотягуємо її на 1–2 зуби гайки. Відстань між кришками має збільшитись приблизно на 0,1 мм;
обертанням першої гайки виставляємо необхідний зазор у зачепленні 0,08-0,13 мм. Це мінімально відчутний пальцями люфт у зачепленні, що супроводжується легким стукотом зуба об зуб;
рукою контролюємо сталість величини зазору в зачепленні і поступово затягуємо обидві гайки доти, доки відстань між кришками не збільшиться на 0,2 мм. Це забезпечить необхідний натяг підшипників.

Повільно провертаємо ведену шестерню на три оберти і одночасно промацуємо люфт у зачепленні кожної пари зубів.
Якщо він рівномірний у всіх положеннях шестерень, то встановлюємо стопорні пластини. Зменшення (збільшення) люфта в якомусь секторі говорить про деформацію корпусу диференціала та необхідність його заміни або торцювання на токарному верстаті.
Стопорні пластини бувають двох типів: з однією або двома лапками.
Залежно від положення прорізу гайки встановлюємо одну з них.