
Висвердлюють свердлом ∅6 мм точки контактного зварювання боковини 2 (Мал. 175) з бризковиком 12, з'єднувачем 9 боковини та передка, внутрішньою стійкою 1 вітрового вікна, балками та підсилювачами даху, жолобком отвору дверей задка, внутрішньою панеллю 7 боковини, надставками, заглушкою (тільки для правої сторони), накладками 5 та підсилювачами 8 боковин.
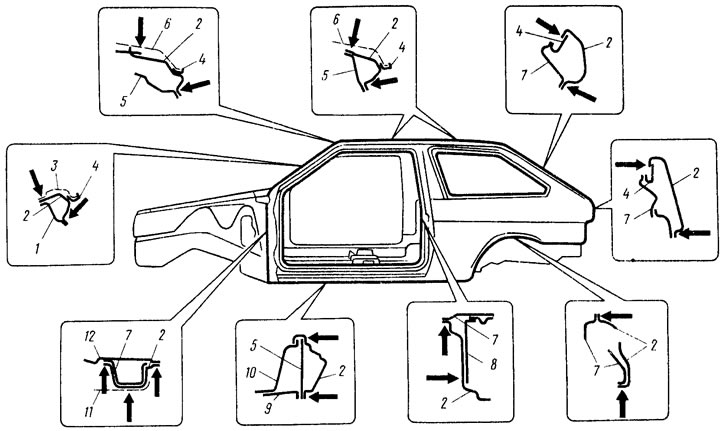
Мал. 175. Заміна панелі боковини: 1 – внутрішня стійка вітрового вікна; 2 - панель боковини, що замінюється; 3 – панель рами вітрового вікна; 4 – стічні жолобки; 5 – накладки; 6 – панель даху; 7 – внутрішня панель боковини; 8 – підсилювачі боковини; 9 - з'єднувачі боковини; 10 – панель підлоги; 11 – переднє крило; 12 - бризковик; Стрілками на фрагментах показані місця висвердлювання точок контактного зварювання
Знімають панель боковини, рихтують кромки деталей, що сполучаються, і зачищають їх шліфувальною машинкою з обох боків. Висвердлюють свердлом 5 мм (точки свердління по стійках кузова показано на рис. 176) отвори на кромках нової панелі в місцях зварювання з наступним кроком: з панеллю даху в отворі дверей 40 мм, з панеллю рами вітрового вікна 45 мм, в отворі дверей задка 60 мм (внизу на довжині 140 мм із кроком 30 мм), із заглушкою (тільки для правої боковини) 35 мм, з внутрішньою панеллю боковини від задньої панелі до нижньої накладки 30 мм, в інших місцях 40 мм.
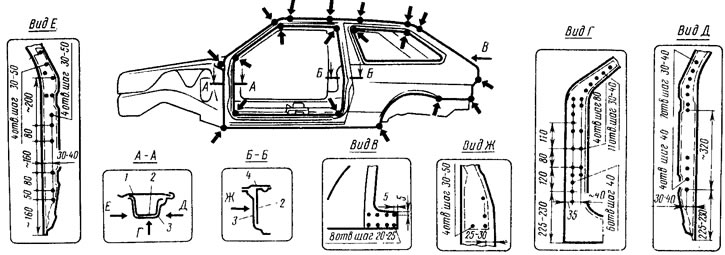
Мал. 176. Точки зварювання боковини вдень стійок кузова: 1 - бризковик; 2 - підсилювачі стійок; 3 - панель боковини; 4 - внутрішня панель боковини
Зачищають край панелі, встановлюють її на кузов і закріплюють захватами. Ставлять на місце двері, переднє крило і перевіряють посадку боковини за рівномірністю зазорів із дверима та крилами з обох боків автомобіля. Приварюють панель по кутах газовим зварюванням (на рис. 176 місця приварювання показані стрілками з точками). Як припой можна використовувати один з латунних прутків Л62, Л63, ЛНКМц діаметром 2-3 мм.
Перевіряють посадку панелі, знімають двері та крило і приварюють панель боковини по висвердленим точках електрозварюванням в середовищі вуглекислого газу дротом Св.08Г1С діаметром 0,8 мм. Після закінчення зварювання виконують фарбувальні роботи і ставлять на місце зняті вузли та деталі.