Вимірявши діаметри валика та втулок визначте зазори між втулками та опорними поверхнями валика. Якщо зазор перевищує 0.15 мм (граничний знос), а також при пошкодженні поверхонь втулок або ослабленні їх запресування замініть втулки.
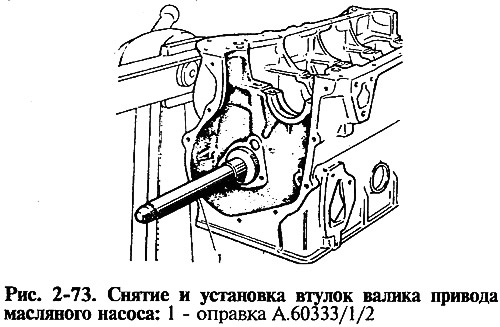
При заміні користуйтеся як для зняття, так і для встановлення оправкою А.60333/1/2 (Мал. 2-73), дотримуючись наступного:
- втулки повинні бути запресовані в гнізда, при цьому отвір для олії в передній втулці повинен бути проти каналу в блоці циліндрів,
- після опресування втулки повинні бути остаточно оброблені та доведені за внутрішнім діаметром (розміри дано на рис. 2-68). Щоб забезпечити повну співвісність втулок валу, їх доведення застосовується розгортка А.90353, якої одночасно обробляються обидві втулки.