
Оправлення А.60308 є циліндричний стрижень з діаметром і довжиною робочої частини відповідно 21 і 80 мм. Діаметр центруючого хвостовика, що входить в отвір поршневого пальця, становить (14,9±0,05) мм.
Якщо деякі деталі шатунно-поршневої групи не пошкоджені і мало зношені, вони можуть бути знову використані. Тому при розбиранні позначають їх, щоб надалі зібрати групу з тими ж деталями та встановити в колишній циліндр двигуна.
Перед збиранням підбирають палець до поршня. Для правильного сполучення необхідно, щоб поршневий палець, змащений моторним маслом, входив в отвір поршня від простого натискання великого пальця руки і не випадав із нього, якщо тримати поршень із поршневим пальцем у вертикальному положенні. Випадаючий палець замінюють іншою, наступною категорією (див. розд. «Особливості пристрою»). Якщо поршні був палець третьої категорії, то заміняють поршень з поршневим пальцем.
Так як палець вставляється у верхню головку шатуна з натягом, необхідно нагріти шатун для розширення верхньої головки. Для цього шатуни поміщають на 15 хв в електропіч, нагріту до 240°С. Для кращого прогріву кладуть шатуни верхніми головками всередину печі.
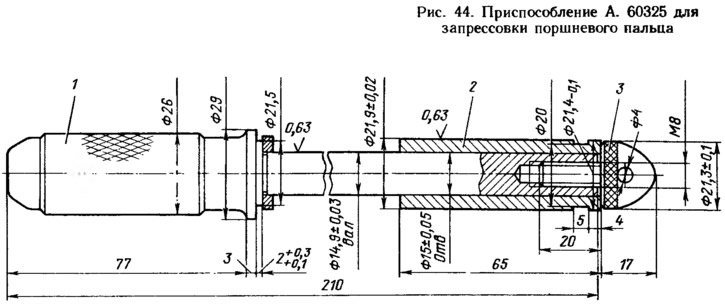
Палець заздалегідь готують до складання, надівши його на валик (Мал. 44) пристосування А.60325 та встановивши між пальцем та рукояткою дистанційне кільце товщиною 4 мм, зовнішнім діаметром 22 мм та внутрішнім – 15 мм. На кінці пристосування встановлюють напрямну 2 і закріплюють гвинтом 3. Гвинт затягують нещільно, щоб не відбулося заклинювання при розширенні пальця від контакту з нагрітим шатуном.
Для правильного з'єднання пальця з шатуном запресування необхідно виконувати якнайшвидше, оскільки шатун охолоджується швидко і після охолодження не можна буде змінити положення пальця. Поршень з шатуном має бути зібраний так, щоб стрілка на днище поршня була спрямована у бік виходу отвору для олії на нижній головці шатуна (див. рис. 5).
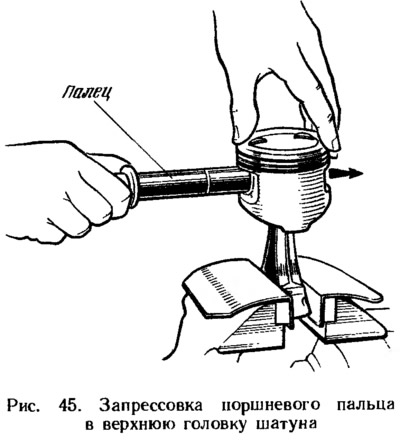
Вилучений із печі шатун швидко затискають у лещатах. Надягають поршень на шатун, стежачи за тим, щоб отвір під палець збігався з отвором верхньої головки шатуна. Закріплений на пристрої поршневий палець проштовхують в отвір поршня і у верхню головку шатуна (Мал. 45) до упору заплечика пристосування поршень. Під час цієї операції поршень повинен притискатися бобишкою до верхньої голівки шатуна у напрямку запресування пальця (показано стрілкою на рис. 45). Тоді палець займе правильне положення.
Після охолодження шатуна змащують палець моторною олією через отвори в бобишках поршня. Змащують моторним маслом канавки на поршні та поршневі кільця та встановлюють кільця не поршень. Орієнтують поршневі кільця так, щоб замок верхнього компресійного кільця розташовувався під кутом приблизно 45°до осі поршневого пальця, замок нижнього компресійного кільця - під кутом приблизно 180°до осі замку верхнього компресійного кільця, а замок малознімного кільця - під кутом приблизно 90°до осі замку верхнього компресійного кільця.
Нижнє компресійне кільце встановлюють виточкою вниз. Якщо на кільці нанесена мітка «Верх» або «ТОР», то кільце встановлюють міткою вгору (до днища поршня). Перед встановленням маслознімного кільця перевіряють, щоб стик пружинного розширювача розташовувався з боку, протилежному замку кільця.